

Вертикально-фрезерных станков:
1, 9 – упоры; 2 – муфта; 3, 13 – гидроцилиндры; 4, 12 – гайки; 5, 11 – рычаги; 6, 10 – зажимы;
7, 8 – планки; 14, 17 – опоры; 15 – базовая плита; 16 – винт
Прихваты с ручным приводом (рис. 3.25. а) используют для закрепления заготовок 4 или каких-либо приспособлений на столе фрезерного станка болтами 3. Нередко один из концов прихвата 2 опирается па подставку 1 (рис. 3.25. б).
Гидрофицированные прихваты показаны на рис. 3.25, в, г, д, е. Гидроцилиндр может быть выполнен в виде отдельного блока (см. рис. 3.25, в). Другие конструкции (см. рис. 3.25, г, д, е) имеют встроенный гидропривод.
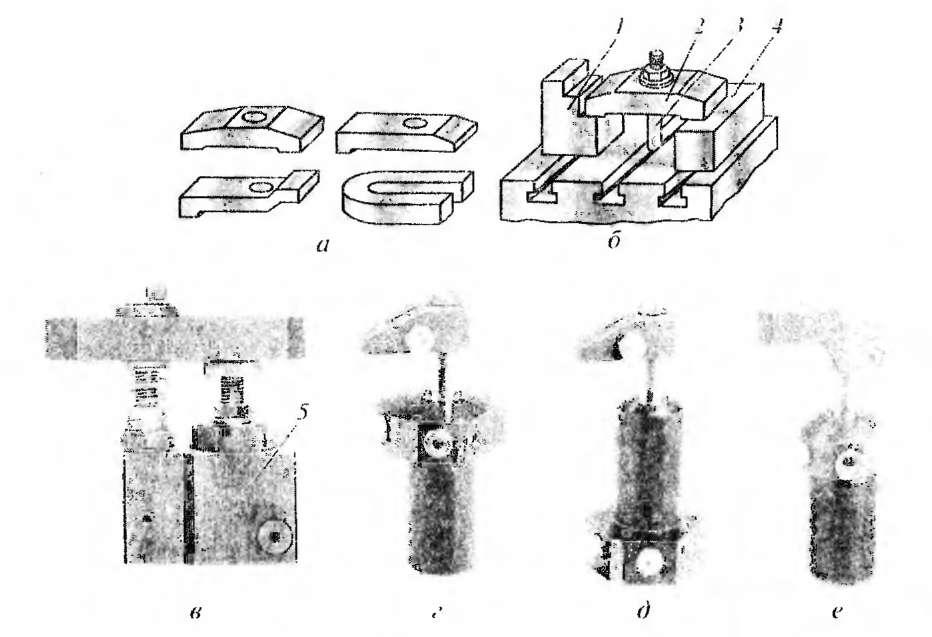
1 – подставка; 2 – прихват; 3 – болт; 4 – заготовка; 5 – гидроцилиндр
Элементы приспособлений с прихватами стандартизованы. В качестве примера на рис. 3.26 представлено приспособление, собираемое из стандартизованных элементов. В нем прихваты имеют ручной привод.
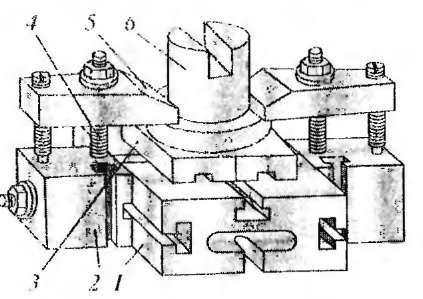
Рис. 3.26. Стандартизированное приспособление на базе прихватов
С ручным приводом:
1 – базовая плита; 2 – опора; 3 – установочная планка; 4 –крепежный болт;
5 – прихват; 6 – заготовка
При обработке плоскостей, расположенных под углом для закрепления заготовки применяют угловые плиты; обычные (рис. 3.27, а)
и универсальные, допускающие поворот вокруг одной (рис. 3.27, б) или двух (рис. 3.27. а) осей.
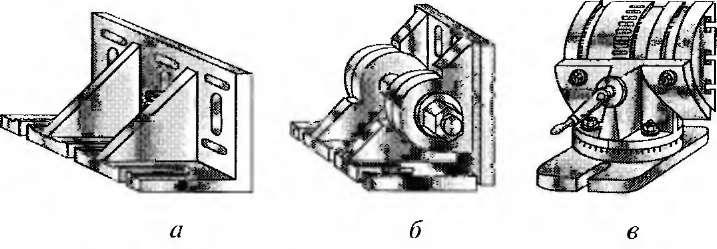
Рис. 3.27. Угловые плиты: а – обычная; б, в – универсальные
На рис. 3.28, а показано автоматизированное приспособление с двумя прихватами для зажима заготовки 5 смонтированное на плите 1. Зажим осуществляется двумя прихватами 3 и 6. Каждый прихват приводится в действие гидроцилиндрами 2 и 7. Для фиксирования положения заготовки используется упор 4. На рис. 3.28, б приведена конструкция гидравлического передвижного прижима, состоящего из прихвата 11, упорной планки 12, упорной гайки 8, гидроцилиндра 9 и регулируемого упорного штыря 10.
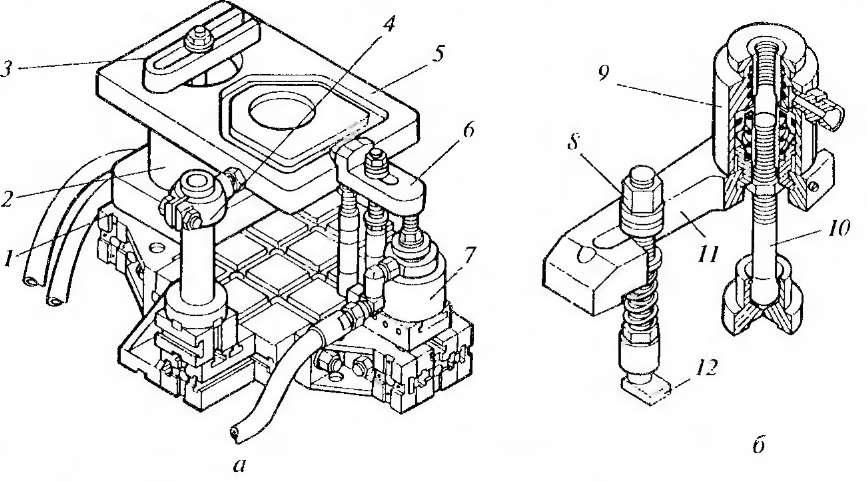
Рис. 3.28. Автоматизированное приспособление с двумя прихватами (а)
И гидравлический передвижной прижим (б):
1 – плита; 2. 7, 9 – гидроцилиндры; 3, 6, 11 – прихваты; 4 – упор; 5 – заготовка;
8 – упорная гайка; 10 – упорный штырь; 12 – упорная планка
Автоматизированное специализированное приспособление для закрепления заготовок при фрезеровании лысок на фланцах представлено на рис. 3.29. Приспособление состоит из базовой части 2 со встроенным гидроцилиндром и сменных наладок 4. Наладки устанавливают на верхней плоскости приспособления по двум пальцам 3.
Заготовки закрепляют в двухместной наладке прихватом 5. Усилие зажима передается прихвату от гидроцилиндра 7 одностороннего действия через регулируемый болт 6. Регулирование прихвата в вертикальном направлении осуществляется болтами 6 и 8. Гидроцилиндр соединен с гидростанцией быстроразъемной муфтой 1 с обратным клапаном.
1 – муфта; 2 – базовая часть; 3 – палец; 4 – сменная наладка; 5 – прихват;
6, 8 – регулируемые болты; 7 – гидроцилиндр одностороннего действия
Сокращение вспомогательного времени и повышение производительности труда при фрезеровании достигают благодаря применению механизированных и автоматизированных зажимных приспособлений, которые в крупносерийном производстве используют вместе с загрузочными устройствами в виде бункеров и магазинов, установленных на станке.
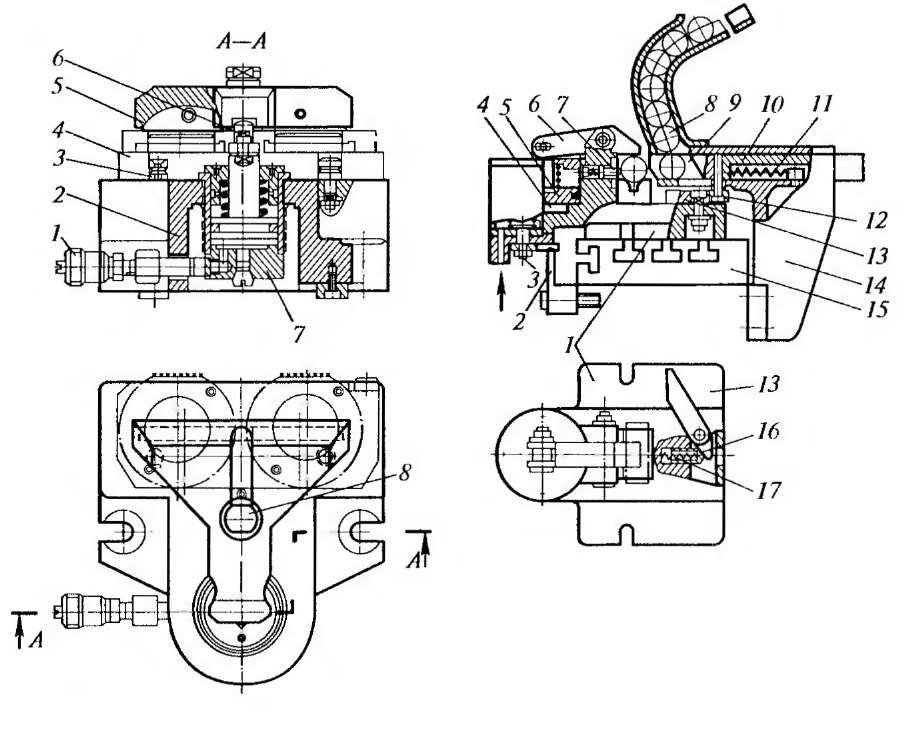
Автоматическое приспособление с магазинной загрузкой заготовок и пневматическим приводом зажимного механизма (рис. 3.30) применяют на консольно-фрезерных станках с автоматическим циклом работы при обработке лысок и пазов на цилиндрических заготовках. Приспособление 1 устанавливают на столе 15 станка, магазинное устройство 14 и кулачок 2 – на салазках 16. При движении стола влево приспособление подходит к магазину заготовок 8, копир 13 через ролик 12 отводит шибер 10 вправо и заготовка из магазина поступает в приемник 9.
Стол продолжает движение влево, ролик 12 соскакивает с копира 13 и шибер под действием пружины 11 посылает заготовку в рабочее положение. В это же время кулачок 2 открывает кран 3, воздух поступает в полость пневмоцилиндра 4 и перемещает поршень 5, шток которого, действуя через рычаг 6, зажимает заготовку. После этого стол начинает движение вправо: фрезеруется заготовка, копир сначала отводится в сторону роликом, а затем после его прохода возвращается пружиной 17 через толкатель 16 в первоначальное положение. В конце рабочего хода стола другой кулачок переключает кран 3, поршень 5 идет вниз, заготовка отжимается и сбрасывается толкателем 7. Затем процесс повторяется.
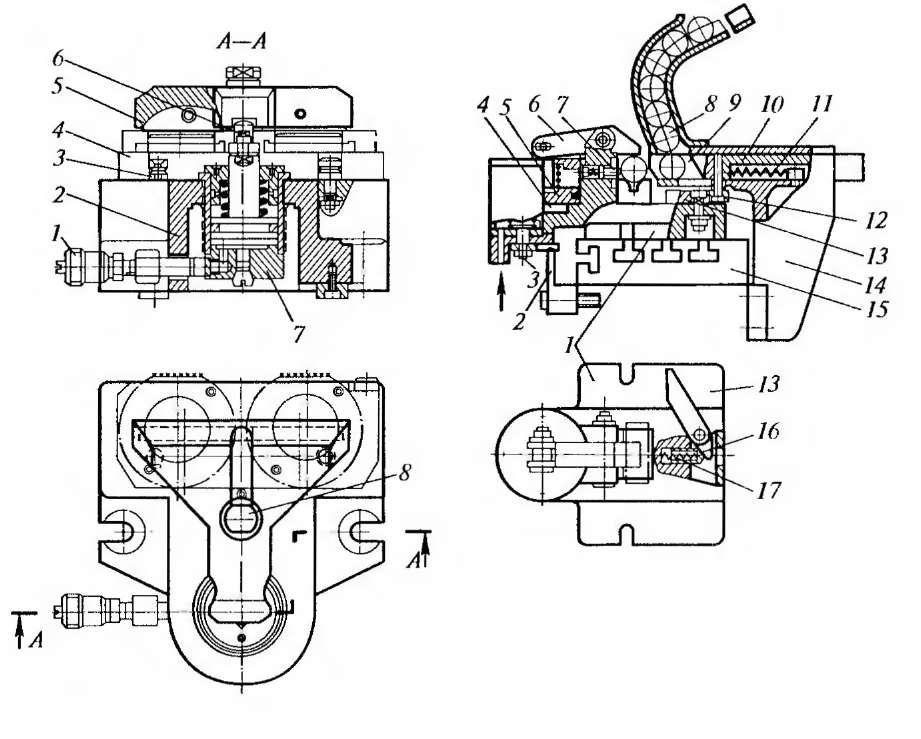
Рис. 3.30. Автоматическое приспособление с магазинной загрузкой заготовок и пневматическим приводом зажимного механизма:
1 – приспособление; 2 – кулачок; 3 – кран; 4 – пневмоцилиндр ; 5 – поршень;
6 – рычаг; 7, 16 – толкатели ; 8 – заготовка; 9 – приемник; 10 – шибер; 11, 17 – пружины ; 12 – ролик; 13 – копир ; 14 – магазинное устройство; 15 – стол станка