

Машинных тисков на подставках
Механизированный привод тисков (пневматический, гидравлический или пневмогидравлический) обеспечивает их быстродействие, сокращая время на закрепление и открепление заготовок.
Универсальные тиски позволяют с помощью простых недорогих наладок устанавливать и закреплять заготовки широкой номенклатуры. На рис. 3.21 приведена конструкция универсальных тисков с гидравлическим приводом.
Тиски представляют собой корпус 10 с неподвижной 3 и подвижной 9 губками. Заготовки можно устанавливать как на плоскость направляющих планок, так и в сменные установочно-зажимные наладки 5 и 6, которые закрепляются на губках тисков с помощью двух штырей − цилиндрического 11 и ромбического 12. Заготовки прижимаются к сменной наладке 5 неподвижной губки 3 посредством сменной наладки 6 поворотной губки 8. Сила зажима передается подвижной губке 9 от гидроцилиндра 2 двухстороннего действия через винт 4. Поворотная губка 8 шарнирно закреплена на оси 7 подвижной губки 9, что обеспечивает возможность ее самоустановки при закреплении заготовок с непараллельными плоскостями. Положение подвижной губки регулируют вращением рукоятки 1.
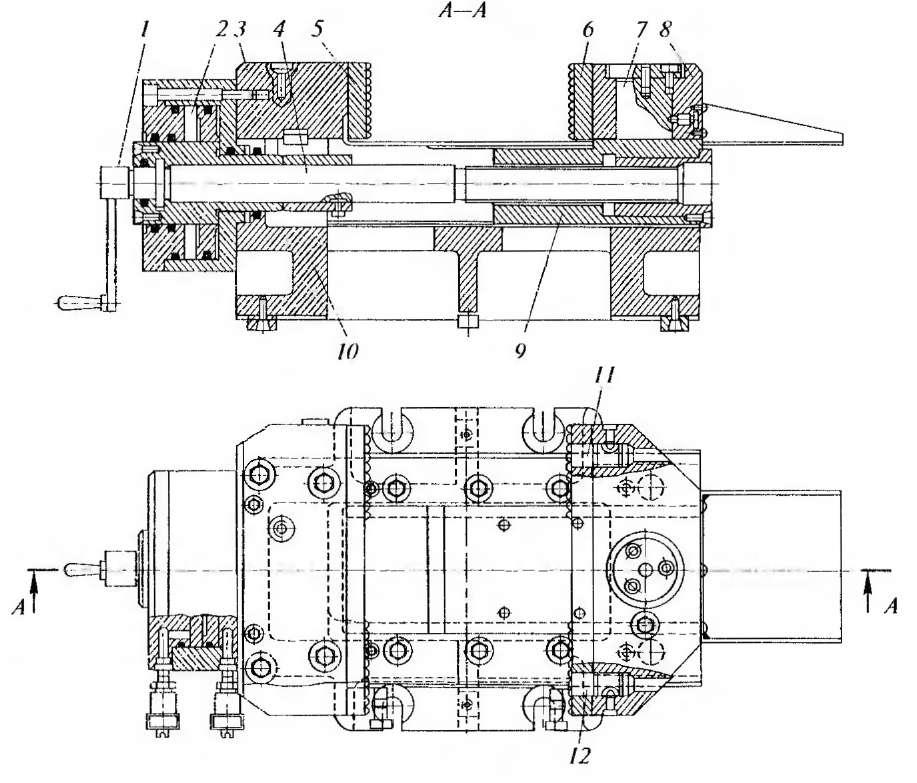
Рис. 3.21. Универсальные тиски с гидравлическим приводом:
1 – рукоятка; 2 – гидроцилиндр двухстороннего действия; 3 – неподвижная губка; 4 – винт; 5, 6 – сменные наладки; 7 – ось; 8 – поворотная губка;
9 – подвижная губка; 10 – корпус;
11, 12 – соответственно цилиндрический и ромбический штыри
Для обработки заготовок сложной конфигурации используют сменные наладки тисков сложной конструкции (рис. 3.22). Губка тисков имеет на базовой плоскости фиксирующие штыри 2 для точной установки сменной наладки 3 при обработке заготовки 4.
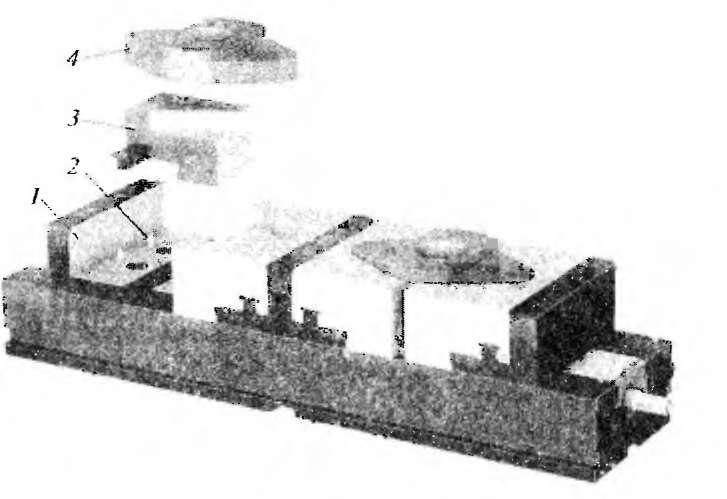
Рис. 3.22. Сменная наладка тисков:
1 – губка; 2 – штырь; 3 – сменная наладка; 4 – заготовка
На рис. 3.23 приведен пример многоместной наладки камертонного типа к тискам. Пять заготовок 4 устанавливают в гнезда разрезного корпуса 3, зажимаемого в тисках 2. Заготовки закрепляются подвижной губкой тисков, сжимающей лепестки 1 корпуса.
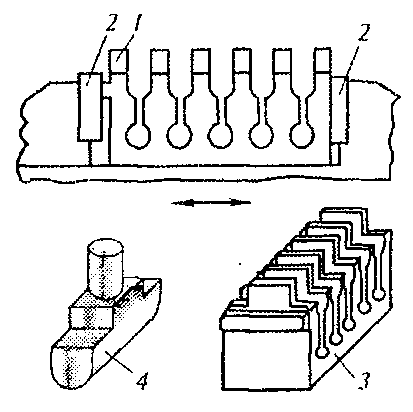
Рис. 3.23. Многоместная наладка камертонного типа к тискам:
1 – лепестки корпуса; 2 – тиски; 3 – корпус; 4 – заготовка
Для повышения производительности фрезерных станков используются многопозиционные и многоместные приспособления с автоматизированным приводом.
Двухпозиционное регулируемое приспособление (рис. 3.24) предназначено для установки и закрепления заготовок типа планок при обработке плоскостей на вертикально-фрезерном станке. Приспособление состоит из базовой плиты 15 и регулируемых установочных и зажимных элементов. Установка и закрепление заготовок различных размеров осуществляется путем переналадки приспособления: переустановкой упоров 1 и 9 по пазам планки 8. регулированием винтом 16 и клиньями положения планки 7 по высоте, регулированием с помощью гаек 4 и 12 положения зажимов 6 и 10.
В позиции I заготовка устанавливается на планку 7 до упора 1 и прижимается к ней зажимами 6, которые находятся в рычагах 5. Рычаги шарнирно соединены с опорами 17, установленными на базовой плите 15. Усилие зажима передастся рычагам от гидроцилиндров 3 одностороннего действия.
В позиции II заготовка устанавливается на упор 9 и прижимается к планке 8 зажимами 10, которые находятся в рычагах 11. Рычаги шарнирно соединены с опорами 14. Сила зажима рычага 11 передается от гидроцилиндров 13 одностороннего действия, соединенных с источником давления быстроразъемной муфтой 2 с обратным клапаном.
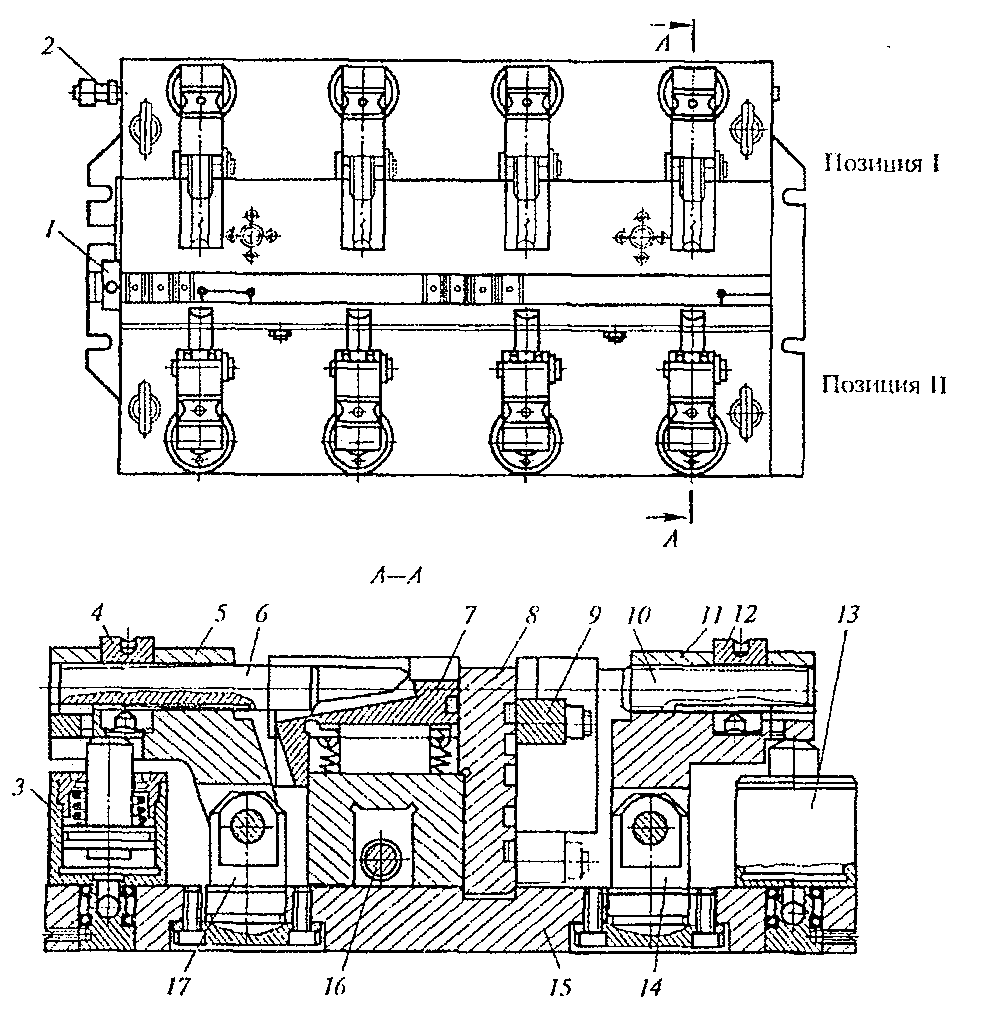
Рис. 3.24. Двухпозиционное регулируемое приспособление для