

3.2.8. Планшайбы
Планшайбы отличаются конструкцией, наружными диаметрами, числом пазов для крепления наладок, размерами и расположением центрирующих элементов.
На рис. 3.18 представлена конструкция унифицированной переналаживаемой токарной планшайбы многократного применения, предназначенной для токарной обработки мелких и средних заготовок. Приспособление состоит из диска, который навинчивается на шпиндель станка, и дополнительного диска 1, прикрепленного к корпусу болтами. Три прихвата 2 передвигаются но пазам диска 1 на сухарях. Заготовка устанавливается на сменной наладке и закрепляется вручную прихватами или прихватами с регулируемой опорой, устанавливаемыми в один из рядов 33 отверстий. В отдельных случаях используется центральный зажим. Для установки наладок может быть использована также кольцевая выточка.
Иногда заготовку устанавливают непосредственно на диск. При выполнении работ, связанных с высокими требованиями к соосности обработанных поверхностей, диск приспособления можно выверить с помощью индикатора по круговой канавке. После наладки приспособление закрывают защитным кожухом.
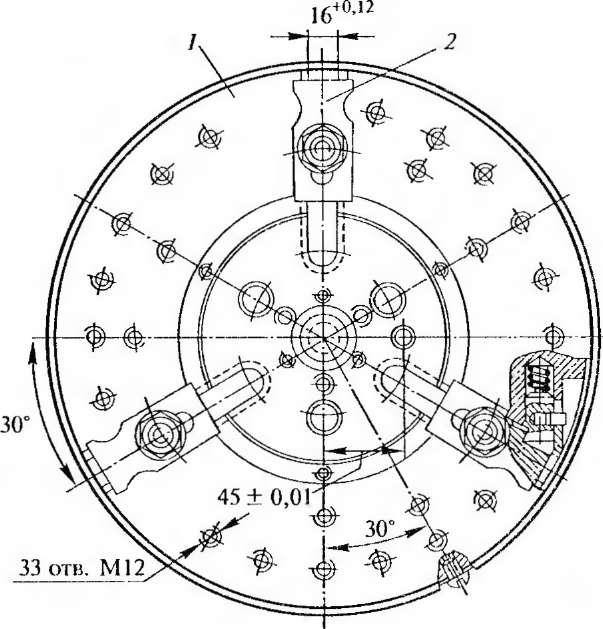
Рис. 3.18. Токарная планшайба:
1 – дополнительный диск; 2 – прихват
3.3. Приспособления для фрезерных станков
Приспособления для фрезерных станков в зависимости от назначения подразделяются на приспособления, предназначенные только для закрепления заготовки в требуемом положении и предотвращающие ее смещение или вибрацию под действием сил резания или собственной массы, и приспособления, выполняющие делительные функции (изменение и точная индексация различных положений обрабатываемых поверхностей заготовки относительно фрезы в процессе обработки). К приспособлениям относят также устройства, применение которых позволяет расширить возможности фрезерного станка: фрезерные вертикальные накладные головки, долбежные накладные головки, накладные сверлильные головки, приспособления для нарезания реек и т.д.
При использовании приспособлений для закрепления заготовок необходимо соблюдать следующее:
-
для уменьшения холостого хода станка приспособления должны крепиться на столе с таким расчетом, чтобы расстояние между заготовкой и фрезой в исходном положении стола было наименьшим;
-
рукоятки и гайки для зажима заготовки должны располагаться на приспособлении таким образом, чтобы ими было удобно и безопасно пользоваться;
-
размеры приспособления не должны превышать размеры рабочей части стола;
-
высота зажимных рукояток должна быть меньше расстояния между приспособлением и кольцами фрезерной оправки в рабочем положении.
На фрезерных станках широко применяют универсальные зажимные приспособления − машинные тиски различных конструкций (рис. 3.19). Варианты расположения машинных неповоротных тисков с ручным приводом на подставках показаны на рис. 3.20
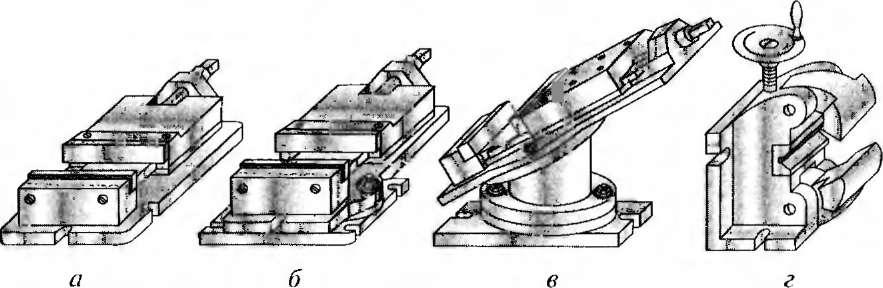
Рис. 3.19. Машинные тиски:
а – неповоротные; б – поворотные (поворот вокруг вертикальной оси);
в – универсальные (поворот вокруг двух осей); г – специальные (для закрепления валов)

Рис. 3.20. Горизонтальное (а), вертикальное (б,в) и ярусное (г) расположение