

3.2.3. Цанговые патроны
Цанговые патроны служат для зажима прутков или повторного зажима заготовок по предварительно обработанной поверхности. По конструкции различают цанговые патроны с втягиваемой, выдвижной и неподвижной цангами. По назначению цанги подразделяют па подающие и зажимные.
Подающая цанга (рис. 3.9, а) представляет собой стальную закаленную втулку с тремя надрезами, образующими пружинящие лепестки, концы которых прижаты друг к другу. Форма и размеры отверстия подающей цанги должны соответствовать профилю заготовки-прутка. Подающая цанга навинчивается на подающую трубу, которая получает от привода осевое перемещение для подачи расположенного в ней прутка. При загрузке станка пруток проталкивается между лепестками подающей цанги, раздвигая их. Сила упругости прижимает лепестки к поверхности прутка. При перемещении подающей трубы лепестки цанги под действием сил трения сжимаются, увеличивая силу сцепления с прутком.
Зажимная цанга со сменными вкладышами показана на рис. 3.9, б. Перед обработкой прутка ослабляют винты 3, устанавливают вкладыш 1 нужного профиля и размера, ориентируя его по штифтам 2.

Рис. 3.9. Основные типы цанг токарных станков:
а – подающая; б – зажимная со смешанными вкладышами; в – зажимная цельная;
г – зажимная разъёмная; 1 – вкладыш; 2 – штифт; 3 – винт; 4 – лепесток
Зажимная цельная цанга может быть выполнена в виде втулки с 3...6 пружинящими лепестками (рис. 3.9, в). Для обработки заготовок малого диаметра применяют зажимные разъемные цанги (рис. .3.9, г), у которых лепестки 4 разводятся пружинами.
3.2.4. Мембранные патроны
Мембранные патроны применяют на токарных станках, если необходимо обработать партию заготовок с высокой точностью центрирования.
В мембранном патроне рожкового типа (рис. 3.10) заготовку 3 устанавливают между торцами винтов 2, которые через рожки 1 связаны с мембраной 4. При прогибе мембраны в сторону заготовки концы рожков с винтами расходятся и освобождают заготовку, а при снятии нагрузки с мембраны – закрепляют её. Настройка патрона на размер заготовки и регулирование силы зажима осуществляется с помощью винта 2.

Рис. 3.10. Мембранный патрон рожкового типа:
1 – рожки; 2 – винт; 3 – заготовка; 4 – мембрана
3.2.5. Токарные центры
Токарные центры (рис. 3.11) используют при обработке заготовок различной формы и размеров. Угол при вершине рабочей части 1 центра (рис. 3.11, а) обычно равен 60°. Диаметр опорной части 3 меньше меньшего диаметра хвостовой части 2 конуса. Это позволяет вынимать центр из гнезда без повреждения конической поверхности хвостовой части заготовки.

Рис. 3.11. Токарные центры различных типов:
1,2 и 3 – соответственно рабочая, хвостовая и опорная части
Центр, показанный на рис. 3.11, б, служит для установки заготовок диаметром до 4 мм. У таких заготовок вместо центровых отверстий имеются наружные углубления − конические поверхности с углом при вершине 60°, в которые входит внутренний конус центра, называемый обратным. Если необходимо подрезать торец заготовки, применяют срезанный центр (рис. 3.11, в), который устанавливают только в пиноль задней бабки. Центр со сферической рабочей частью (рис. 3.11, г) используют в тех случаях, когда требуется обработать заготовку, ось которой не совпадает с осью вращения шпинделя станка. Центр с рифленой рабочей поверхностью рабочей части (рис. 3.11, д) предназначен для обработки заготовок с большим центровым отверстием без поводкового патрона.
В процессе обработки заготовки в центрах передний центр вращается вместе с ней и служит только опорой; задний центр при этом неподвижен. Вследствие нагрева при вращении он теряет твердость и интенсивно изнашивается. Поэтому задний центр изготовляют из углеродистой стали с твердосплавной рабочей частью (см. рис. 3.11, г).
При обработке с большими скоростями и нагрузками применяют задние вращающиеся центры (рис. 3.12). Показанная конструкция вращающегося центра с указателем осевого усилия предназначена для базирования и закрепления заготовок типа вала, устанавливаемых в поводковых патронах при обработке на токарных станках, в том числе с ЧПУ.

Рис. 3.12. Задний вращающийся центр:
1 – корпус; 2 – центр; 3 – уплотнение; 4 – гайка; 5 – винт; 6,14 – подшипники; 7 – кольцо;
8 – указатель величины осевых сил; 9 – фланец; 10 – пакет тарельчатых пружин;
11 – игольчатый подшипник; 12 – заглушка; 13 – винт
Вращающийся центр обеспечивает передачу больших осевых сил и контроль силы прижима штырей к торцу заготовки. При поджиме заготовки вращающимся центром с помощью пневмо- или гидропривода пиноли задней бабки центр через подшипники 6 и 14 и фланец 9 сжимает пакет тарельчатых пружин 10. При этом индикатор указателя 8 величины осевых сил показывает значения деформации тарельчатых пружин и осевой силы. Перед эксплуатацией индикатор тарируют, нагружая центр заранее известной осевой силой.
Задний конец центра 2 вращается в игольчатом подшипнике 11, который крепится в корпусе 1 заглушкой 12. Фланец 9 связан с корпусом 1 посредством винта 13. Перемещение фланца в осевом направлении ограничивается кольцом 7. Вытеканию смазки препятствует уплотнение 3, смонтированное в гайке 4, контрящейся винтом 5.
Токарные центры работают совместно с поводковыми самозажимными патронами. Патрон (рис. 3.13) предназначен для базирования и передачи крутящего момента заготовкам типа вала, установленным в центрах токарных станков, в том числе с ЧПУ.
При поджиме заготовки пинолью задней бабки подпружиненный плавающий центр 2 утопает и торец заготовки устанавливается на базирующий торец подвижного корпуса 4 с предварительным натягом. При дальнейшем движении пиноли корпус 4 перемещается в осевом направлении, сжимая возвратную пружину 5, и поворачивается по часовой стрелке по винтовому пазу относительно установленной в корпусе 6 цилиндрической шпонки с зубчатыми секторами 8.
Венец корпуса 4 выполнен с круговым пазом 3, в котором установлены сухари 9 с закрепленными на них осями 1. При повороте корпуса 4 зубчатые колеса-кулачки 7, установленные на осях 1 и входящие в зацепление с зубчатым сектором 8, поворачиваются против часовой стрелки до соприкосновения с заготовкой с усилием натяга, создаваемого пружинами 11, закрепленными на штифтах 10 и 12 в корпусе 4 и сухарях 9. После фиксации кулачков 7 на поверхности заготовки дальнейший поворот кулачков прекращается.

Рис. 3.13. Поводковый самозажимной патрон:
1 – ось; 2 – плавающий центр; 3 – круговой паз; 4 – подвижный корпус;
5 – возвратная пружина; 6 – корпус; 7 – зубчатое колесо-кулачок;
8 – зубчатый сектор; 9 – сухарь; 10,12 – штифты; 11 – пружина
Это устраняет возможность смещения заготовки с плавающего центра. При дальнейшем повороте корпуса 4 до упора в корпус 6 сухари 9 (с осями 1 и кулачками 7) перемещаются в пазу корпуса 4, растягивая пружины 11. При этом корпус 4, кулачок 7, заготовка и защитный кожух перемещаются в осевом направлении. Зажим заготовки осуществляется одновременным базированием па плавающий центр и неподвижный торец корпуса 6.
Хомутики предназначены для передачи вращения заготовке, установленной в центрах токарного станка. Обычный хомутик надевают на заготовку и закрепляют винтом (рис. .3.14, а). Хвостовиком хомутик упирается в палец поводкового патрона.
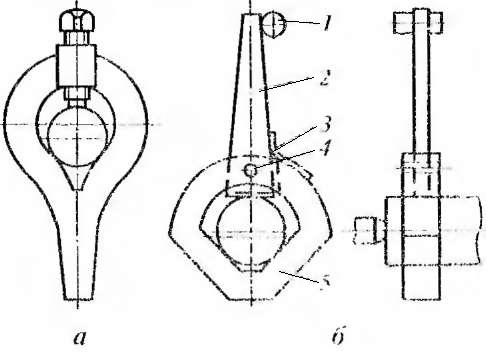
Рис. 3.14. Обычный (а) и самозатягивающийся (б) токарные хомутики:
1 – палец-поводок; 2 – хвостовик; 3 – пружина; 4 – ось; 5 – корпус
Более удобен в работе самозатягивающийся хомутик (рис. 3.14, б), хвостовик 2 которого подвижно закреплен в корпусе 5 на оси 4. Нижняя часть хвостовика 2, обращенная к заготовке, выполнена эксцентрично по отношению к оси 4 и имеет насечку. Для установки хомутика на заготовку хвостовик наклоняют в сторону пружины 3, которая создает предварительную силу зажима. Окончательный зажим заготовки обеспечивает палец-поводок 1 патрона в процессе обработки.