

3.2. Приспособления для токарных станков
Все приспособления для токарных станков в целях унификации могут быть классифицированы по следующим основным признакам: конструкция; размеры оборудования; размеры заготовок; достижимая точность обработки с использованием приспособления.
По конструктивному признаку (в зависимости от способа установки и закрепления заготовок) токарные приспособления подразделяют на следующие группы: кулачковые, поводковые, цанговые и мембранные патроны; токарные центры; токарные оправки, базируемые в конус шпинделя; люнеты; планшайбы.
3.2.1. Кулачковые патроны
Кулачковые патроны бывают двух-, трех- и четырех кулачковые. В двухкулачковых самоцентрирующих патронах (рис. 3.2, а) закрепляют различные фасонные отливки и поковки, причем кулачки таких патронов часто предназначены для закрепления заготовки только одного типоразмера.
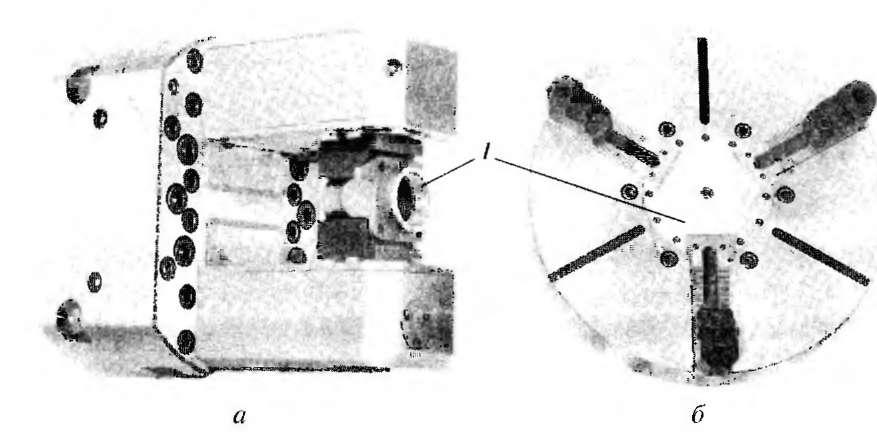
Рис. 3.2. Двухкулачковый (а) и трёхкулачковый (б) самоцентрирующие патроны:
1 – заготовка
Наиболее массовые трехкулачковые самоцентрирующие патроны (рис. 3.2, б) используют при обработке заготовок круглой и шестигранной формы или круглых прутков большого диаметра. В четырехкулачковых самоцентрирующих патронах (рис. 3.3) закрепляют прутки квадратного сечения, а в патронах с индивидуальной регулировкой кулачков – заготовки прямоугольной или несимметричной формы. Кулачковые патроны выполняются с ручным и механизированным приводом зажимных механизмов.
Автоматизированный двухкулачковый патрон (рис. 3.4) крепится на шпинделе с помощью планшайбы 1, к которой четырьмя винтами 15 прикреплен корпус 2 патрона. Ползуны 4, связанные с кулачками патрона, перемещаются в пазах корпуса. Патрон работает от пневмоцилиндра, закрепленного на заднем конце шпинделя. Заготовка зажимается в тот момент, когда ползун 16, перемещаясь влево, поворачивает рычаги 3 вокруг осей 13, сдвигая кулачки 8 к центру. Для снятия обработанной детали ползун 14 перемещается вправо. Сменные кулачки 8 предварительно регулируют на заданный размер заготовки вручную винтом 5.

Рис. 3.3. Четырёхкулачковый самоцентрирующий патрон:
1 – корпус; 2 – сухарь; 3 – винт; 4 – кулачок; D – диаметр патрона
На патрон в зависимости от размеров и формы заготовок устанавливают сменные кулачки 8 на выступы оснований 6 и 11 и прикрепляют винтами 7 и 12. Упоры 17 устанавливают по размеру заготовки и фиксируют винтами 18, передвигающимися в Т-образных пазах корпуса, и гайками 19. Стержень 9 с помощью шпонок 10 обеспечивает одновременное перемещение кулачков при наладке патрона.
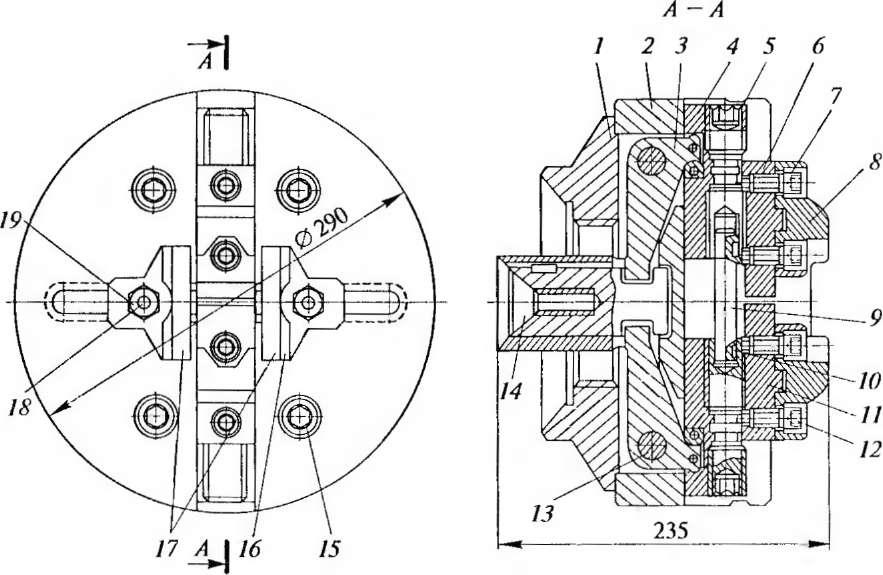
Рис. 3.4. Автоматизированный двухкулачковый патрон:
1 – планшайба; 2 – корпус; 3 – рычаг; 4, 14, 16 – ползуны; 5 – регулировочный винт;
6, 11 – основания; 7, 12, 15, 18 – винты; 8 – сменный кулачок;
9 – стержень; 10 – шпонка; 13 – ось; 17 – упоры; 19 – гайка
Применение автоматизированного патрона сокращает время на зажим заготовки и открепление обработанной детали по сравнению с ручным механизмом на 70...80 %; в значительной мере облегчает труд рабочего.
Самоцентрирующие трехкулачковые клиновые быстропереналаживаемые патроны, конструкции которых показаны на рис. 3.5, предназначены для базирования и закрепления заготовок типа вала и диска при обработке на токарных станках, в том числе с ЧПУ.
Патрон (рис. 3.5, а) состоит из корпуса 7, основных 1 и накладных 3 кулачков, сменной вставки 6 с плавающим центром 5 и эксцентриков 2, в кольцевые пазы которых входят штифты 13. Быстрый зажим и разжим накладных кулачков при их переналадке осуществляется тягами 4 через эксцентрики 2.Для обработки заготовок типа вала в патрон устанавливают сменную вставку 6 с плавающим центром 5 и выточкой по наружному диаметру. Заготовку располагают в центрах (центре 5 и заднем центре станка) и зажимают плавающими кулачками с помощью втулки 8 с клиновыми замками, которая соединена с приводом, закрепленным на заднем конце шпинделя станка. Разжим осуществляется с помощью фланца 11. Для выполнения работ в патроне с самоцентрирующими кулачками сменную вставку 6 заменяют вставкой 14 (рис. 3.5, б), которая не имеет выточки по наружному диаметру, благодаря чему обеспечивается самоцентрирование патрона. Патрон крепят на шпиндель станка с помощью фланца 12. К приводу патрон присоединяют втулкой 9 и винтом 10.

Рис. 3.5. Самоцентрирующие трехкулачковые клиновые патроны для обработки