

2.6.3. Элементы центрирования и крепления корпусов
Корпус на столе стенка крепят с помощью болтов, заводимых в Т-образные пазы стола. В серийном производстве, когда на одном и том же станке периодически выполняют различные операции, крепление корпуса должны быть удобным и быстродейственным. На рис. 2.63 а и б показаны варианты крепления. В первом варианте на корпусе предусматривают полочки, и его крепят прихватами (рис. 2.63, б).
Второй вариант крепления (рис. 2.63, а) более удобен, но при этом корпус должен иметь литые ушки для крепежных болтов.
Быстрая и точная установка приспособления на стол станка без выверки обеспечивается направляющими шпонками, вводимыми в Т-образный паз стола (рис. 2.63, в).


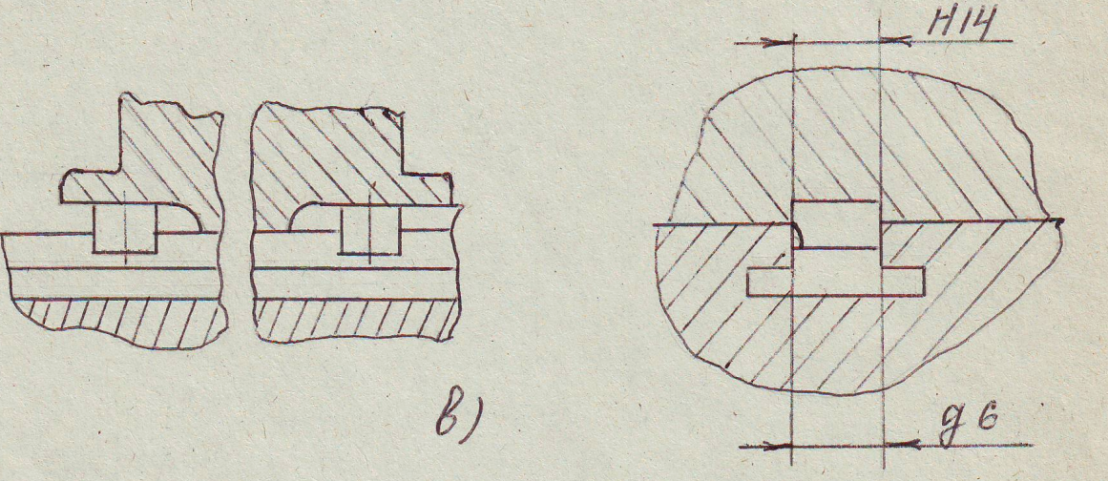
Рис. 2.63. Варианты фиксации и крепления корпуса на столе
Шпонки выполняют в виде коротких сухарей, привернутых к нижней плоскости корпуса: для уменьшения влияния зазоров на перекосы приспособления расстояние между шпонками назначают возможно большим.
На рис. 2.64 показаны примеры центрирования и крепления корпусов приспособлений на шпинделях станков токарной группы.
На рис. 2.64, а и 2.64, б даны схемы установки для случая, когда передний конец шпинделя оформлен по ГОСТ 16868. Применяют также установку приспособления на конический центрирующий поясок (рис. 2.64, в). Для быстоходных станков, снабженных тормозами для быстрой остановки шпинделя, удобна и безопасна в работе конструкция крепления, показанная на рис. 2.64, г.
Корпуса тяжелых приспособлений для удобства захвата при установке и снятии со станка снабжают рем-болтами.
Конструктивные формы корпусов весьма многообразны. В простейшем случае корпус представляет собой прямоугольную плиту. Такая форма характерна для фрезерных приспособлений, где необходимо свободное пространство для подвода инструмента. В других случаях корпус имеет форму планшайбы, угольника, тавра или более сложные очертания. В приспособлениях для сверления заготовок с нескольких сторон корпус нередко выполняют в виде коробки.




Рис. 2.64. Способы центрирования и крепления корпусов на шпинделе станка
2.6.4. Отвод сож и стружки
Для лучшего отвода охлаждающей жидкости и удаления стружки необходимо предусматривать наклонные поверхности (рис. 2.65) и избегать углублений и труднодоступных мест.

Рис. 2.65. Корпус, обеспечивающий отвод охлаждающей жидкости и стружки
Угол наклона этих поверхностей рекомендуется принимать равным:
- для мелкой сухой стружки - 40° (литые поверхности корпуса) и (обработанные повехности) - 35°;
- для крупной сухой стружки угол можно уменьшить на 5°. При обработке со смазочно-охлаждающей жидкостью минимальные углы наклона поверхностей корпуса приспособления следует брать большими: для мелкой стружки 50°, для крупной стружки - 45°. При наличии вибраций углы можно уменьшить на 5-10°, а при обильном охлаждении – на 15-20°.
Значительное осложнение в работе приспособления может вызвать попадание в него стружки. На рис. 2.66, а и б вверху показаны примеры нерационального оформления деталей; на тех же рисунках внизу даны лучшие варианты.



Рис. 2.66. Упоры защищенные и незащищенные от стружки
Для облегчения удаления стружки из зоны расположения вертикальной опоры в корпусе приспособления делаются приливы в виде бобышек (рис. 2.67, а). Если корпус стальной, то вместо бобышки запрессовывается втулка (Н7/n6) (рис. 2.67, б). В ряде случаев на верхнюю часть опоры надевается колпачок (рис. 2.67, б).


Рис. 2.67. Элементы для облегчения уборки стружки
а) литая бобышка; б) стальная бобышка (1) и защитный колпачок (2)