

2.4.8. Магнитные приводы
В магнитных зажимных устройствах установлены постоянные магниты. Удерживаемая заготовка является якорем, через который замыкается магнитный силовой поток. Для открепления детали магнит должен быть сдвинут или повернут с тем, чтобы магнитный поток замкнулся, минуя заготовку.
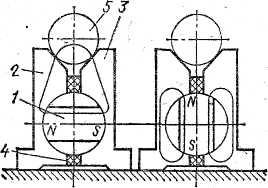
Рис. 2.51. Схема магнитного привода
На рис. 2.51 показана магнитная призма для закрепления цилиндрических заготовок. При горизонтальном положении магнита 1 магнитный силовой поток проходит через обе щеки 2 и 3 призмы, разделенные немагнитной пластиной 4, и прижимает заготовку 5 к призме. При вертикальном положении магнита магнитный поток замыкается в корпусе и заготовка освобождена.
Магнитные приводы имеют преимущества перед электромагнитным, так как у них отсутствует питание током, а следовательно, большая безопасность в работе и меньшая стоимость эксплуатации. Магнитные зажимные устройства, так же как и электромагниты, представляют собой в основном плиты и планшайбы.
2.4.9. Центробежно-инерционные приводы
Эти приводы применяют для быстроходных станков токарной группы. Грузы обычно размещают на шпинделе станка. Преимущества этих устройств в том, что они:
-
не требуют дополнительного источника энергии;
-
просты в изготовлении и эксплуатации;
-
включаются автоматически.
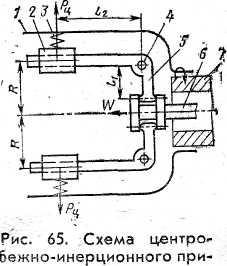
Рис. 2.52. Схема центробежно-инерционного привода
На рис. 2.52 показана схема центробежно-ицерционного привода 1. Грузы 2 надеты на большие плечи рычагов 5, меньшие плечи связаны с тягой 6, пропущенной через полость шпинделя 7. Сам привод закреплен на заднем конце шпинделя 7. При вращении шпинделя 7 грузы расходятся, поворачивая рычаги вокруг осей 4, при этом тяга 6 перемещается и приводит в действие зажимной механизм, установленный на переднем конце шпинделя станка. Возвращение грузов и раскрепление заготовки производится пружинами 3. Регулирование силы зажима производится перемещением грузов по рычагам.
Силу тяги рассчитывают по формуле
,
где G — вес груза, Н; ω— угловая скорость вращения относительно оси шпинделя, с-1; g — ускорение силы тяжести, м/с2; q — сила сопротивления пружины, Н; п — число грузов.
2.4.10. Приводы от движущихся частей станка
На сверлильных и фрезерных станках для привода зажима часто используют движение подачи. Зажимной механизм в этом случае обязательно содержит упругое звено (пружину, мембрану и т. п.), необходимое для компенсации колебаний размеров заготовок. Пример закрепления заготовки на сверлильном станке с использованием подачи шпинделя приведен на рис. 2.53.
На рис. 2.53 показан пример использования подачи вращающегося стола фрезерного станка для привода зажимных механизмов нескольких приспособлений. На вращающейся планшайбе 9, закрепленной на оси 10, имеются отверстия, в которые вставляются заготовки 2. Вместе с планшайбой вращаются зажимные механизмы, состоящие из плунжеров 11, шарнирных рычагов 7, 8, штоков 6 и подвижных призм 3. На неподвижном основании 1 стола в зоне обработки закреплен копир 12 с заходным скосом. Когда очередная деталь подходит к зоне обработки, плунжер 11 поднимается по копиру и через шарнирно-рычажный механизм и мембрану 4 призмой 3 зажимает заготовку. По окончании обработки плунжер 11 соскакивает с копира, пружина 5 возвращает систему в исходное положение, а готовая деталь через отверстие а в основании стола проваливается в бункер.
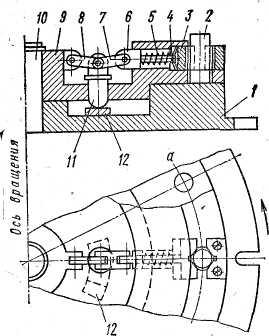
Рис. 2.53. Схема зажима заготовок на столе карусельно-фрезерного станка с приводом от вращения стола