

2.2.11. Рычажные механизмы
Рычажные зажимы используют в виде двуплечего рычага в сочетании с различными силовыми источниками. При помощи рычага можно изменять величину и направление силы зажима, а также осуществить одновременное закрепление заготовки в двух местах.
Конструктивных разновидностей рычажных зажимов много, однако все они сводятся к трем силовым схемам, приведенным на рис. 2.34.
Анализ схем на рис. 2.34, а показывает, что наибольший выигрыш в силе (наибольшее передаточное отношение) дает третья схема, однако в конструктивном отношении она громоздка, а в эксплуатации неудобна, так как требует большого рабочего хода силового источника и усложняет загрузку заготовки под рычаг. Вторая схема применяется в тех случаях, когда требуется изменить направление исходной силы. Первая схема дает наиболее компактную конструкцию, однако передаточное отношение сил в ней всегда меньше единицы.
На рис. 2.34, б приведен пример конструктивного оформления рычажного зажима по первой схеме. Рычаг 1 при зажиме заготовки 7, установленной на опоры 6, поворачивается относительно упора 4. Сила от источника на рычаг передается через тягу 2 и сферическую шайбу 3. Сферическая шайба 3 предохраняет тягу 2 от внецентренного приложения нагрузки. Пружина 5 обеспечивает обратный ход рычага при откреплении заготовки.
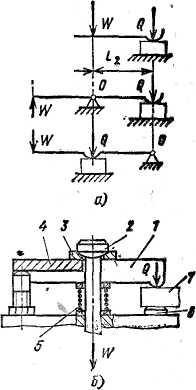
Рис. 2.34. Силовые схемы рычажных механизмов
Схема
сил, действующих на рычаг, приведена
на рис. 2.35. При закреплении
рычагом возникают силы трения F1
и
F2
на
поверхностях контакта
рычага со штоком привода и заготовкой.
В цапфе рычага возникает реакция S,
создающая
на плече
 момент трения (
момент трения ( - радиус
круга трения).
- радиус
круга трения).
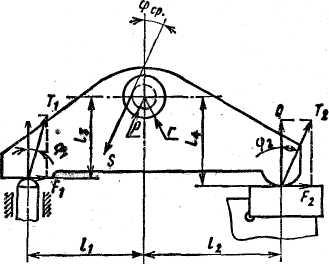
Рис. 2.35. Схема сил, действующих в рычажном механизме
Угол
 отклонения силы S
с достаточной точностью можно принять
равным среднему значению между
отклонения силы S
с достаточной точностью можно принять
равным среднему значению между
 и
и
 :
:
 .
.
Силу S можно принять равной сумме сил Т1 и Т2:
 .
.
Из условия равновесия рычага имеем

где
 .
.
Тогда, учитывая формулы для определения Fl, F2, S,


Откуда
 .
(2.66)
.
(2.66)
Потери на трение в рычажном зажиме составляют 1,5—6%.
В отличие от рычажного в шарнирно-рычажном механизме рычаг имеет два шарнира на концах; через один из них or привода передается сила W, через второй — измененная сила зажима Q на заготовку или другой простой механизм зажима. В приспособлениях используют три разновидности шарнирно-рычажных механизмов: однорычажные, двухрычажные одностороннего действия, двухрычажные двустороннего действия.
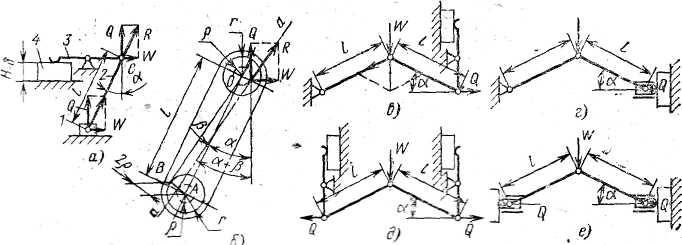
Рис. 2.36. Схемы шарнирно-рычажных зажимных механизмов
На
рис. 2.36,
а
приведена
схема зажима с однорычажным
шарнирно-рычажным
механизмом. Он состоит из ползуна 1,
воспринимающего силу
W,
рычага
2
и
двуплечего рычага 3,
зажимающего
заготовку 4.
Рычаг
2
образует
с направлением силы зажима Q
угол
α.
В
идеальном механизме
(без учета сил трения) равнодействующая
R
сил
Q
и
W
передается
от ползуна к шарниру С
вдоль
оси рычага 2
и в точке
С
 .
В
реальном механизме возникает трение
в шарнирах и направляющих
ползуна, поэтому равнодействующая
отклоняется от направления
α
и
тогда
.
В
реальном механизме возникает трение
в шарнирах и направляющих
ползуна, поэтому равнодействующая
отклоняется от направления
α
и
тогда
,
(2.67)
где φ — угол трения в направляющих ползуна; β— угол, учитывающий отклонение R за счет трения в шарнирах (см. рис. 2.36, б); величину угла определяют по формуле
 .
.
Из уравнения (2.67) видно, что сила W уменьшается с уменьшением α. Это изменение α приводит к уменьшению хода механизма, который определяют по формуле
 .
.
Недостатком этих, механизмов в сравнении с клином является непостоянство силы Q, вызванное колебаниями угла α при зажиме партии заготовок с размером Н в пределах допуска Т (рис. 2.36, а).
Двухрычажные механизмы одностороннего действия (рис. 2.36, в, г) отличаются от однорычажных тем, что исходная сила W поровну делится между двумя рычагами. Поэтому такие механизмы дают вдвое меньшую силу зажима по сравнению с однорычажными. Но двухрычажные механизмы обладают вдвое большим запасом хода.
Для механизмов, представленных на рис. 2.36, в, д,
 .
.
Для механизмов, представленных на рис. 2.32, г, е,
 (2.68)
(2.68)
Для двухрычажных механизмов ход рычага
 .
(2.69)
.
(2.69)