

Нарезание резьбы плашками
Плашки применяют для нарезания на наружной поверхности крепёжной резьбы треугольного профиля с шагом 2 мм. Плашка представляет собой гайку, изготовленную из инструментальной углеродистой стали и имеющую такую резьбу, для нарезания которой она предназначена. В этой гайке (плашке) в зависимости от размера просверливают боковые отверстия. Их может быть около 3 – 8 отверстий в зависимости от диаметра плашки, эти отверстия пересекаясь с резьбой образуют резьбовые гребёнки. Плашку закрепляют в плашкодержатель и нарезают резьбу. На торце плашки маркируется размер резьбы и материал плашки.
Резьбонарезная плашка крепится в ручном плашкодержателе – воротке. После нарезания двух, трёх витков с нажимом, дальнейшая подача плашка проходит самозатягивание. На плашке имеются отверстия конической формы, они предусмотрены для крепления плашки в плашкодержателе. При нарезании резьбы плашкой вручную стержень закрепляют в тисках так, чтобы его конец, выступающий над уровнем губок, был на 20 – 25 мм больше длины нарезаемой части. Для обеспечения врезания на верхнем конце стержня снимают фаску. Затем на стержень накладывают закрепленную в плашкодержателе плашку и с небольшим нажимом вращают так, чтобы плашка врезалась примерно на одну, две нитки. При нарезании резьбы плашкой необходимо применять машинное масло, охлаждающую жидкость и ещё при нарезании резьбы делают один оборот вперед и пол оборота назад для того чтобы резьба была по стандарту и не затупилась плашка.




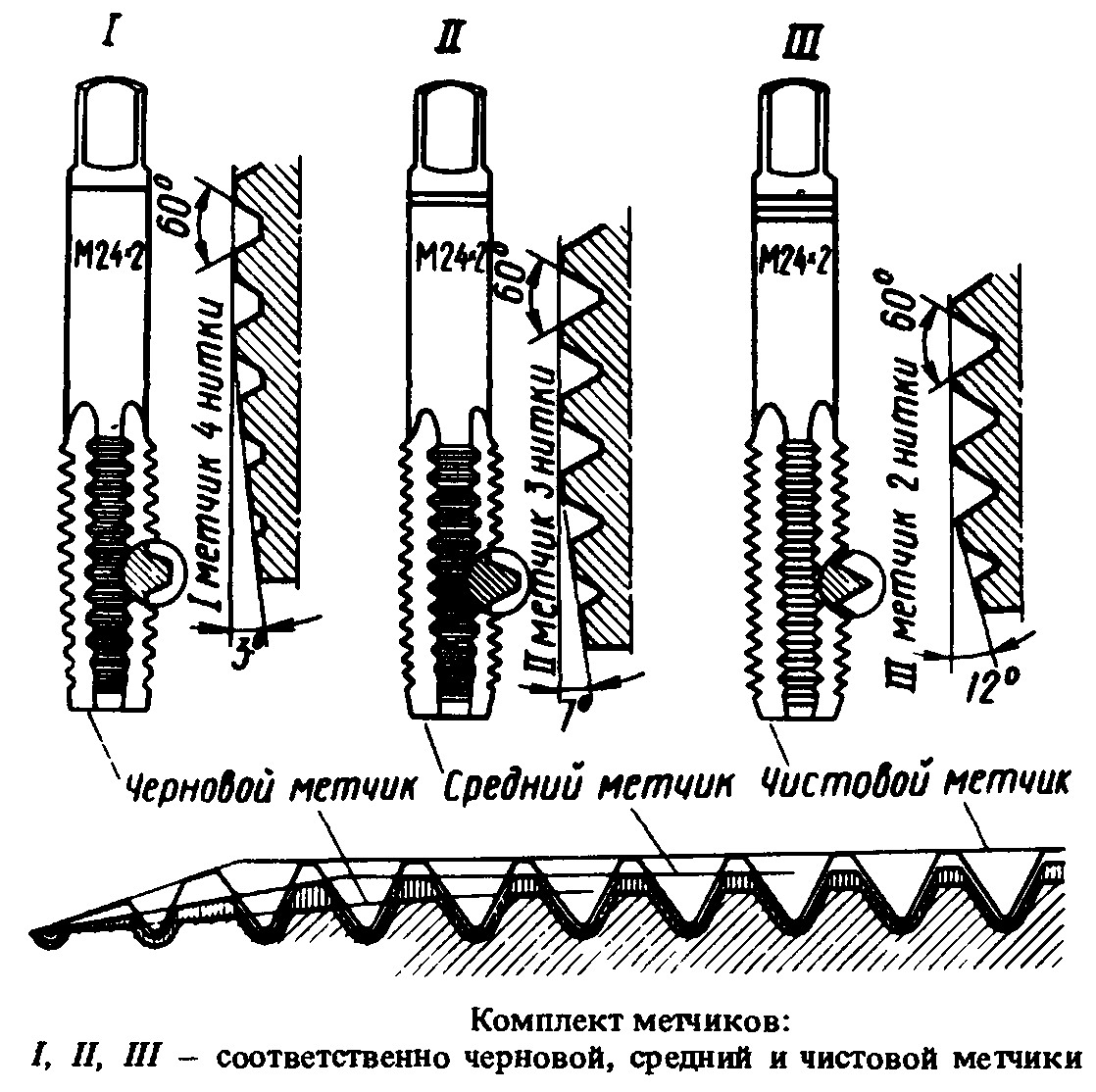
Нарезание внутренней резьбы метчиками
Внутренние резьбы нарезают метчиками. Метчик представляет собой винт того же диаметра, шага и угла, профиля резьбы, что и нарезная им резьба. Метчик изготавливают из углеродисто – инструментальной стали и быстро режущей стали. Метчик имеет продольные канавки, на пересечении канавок с витками, образуются гребенки. Перед нарезанием резьбы нужно смазать маслом и охлаждающей жидкостью внутреннею часть заготовки и метчик, у которого высота режущих зубцов, гребёнки постоянно повышаются. За заборной частью метчика расположена калибрирующая часть. После затупления метчика, его можно заточить. По числу перьев различают трёхперовые и четырёхперовые метчики, в зависимости от диаметра метчика обычно применяются комплектом из двух или трёх штук, между которыми распределяется припуск на обработку, например: для комплекта из двух метчиков 70 % нагрузки приходится на первый метчик, а 30 % на второй. Возможно нарезание резьбы одним машинным метчиком.





 1.10
Клёпка
1.10
Клёпка
Клепка - это операция, с помощью которой получают неразъемные соединения деталей. Она часто применяется при изготовлении художественных изделий. Процесс клепки состоит из просверливания отверстий в деталях, установки в них заклепок и расклепывания выступающего конца заклепки с образованием второй головки. Заклепочное соединение может быть подвижным и неподвижным.
Неподвижное соединение применяется в большинстве случаев для различных металлических конструкций, начиная от решеток, ограждений и кончая ювелирными украшениями. Подвижные соединения применяются при изготовлении инструментов (щипцы, ножницы) и других изделий (петли, шарниры) для получения шарнирных соединений, в них заклепки устанавливаются с зазором.
Заклепки изготовляют из металлов, обладающих вязкостью и пластичностью в холодном состоянии (сталь, медь, латунь, алюминий, серебро и др.). Они состоят из стержня с одной головкой, которая называется закладной головкой, вторая - замыкающая головка, образуется при расклепывании.
Наиболее распространены заклепки с полукруглой и потайной головкой (плоской). Стержень по своей длине берется исходя из суммы толщин склепываемых деталей и выступающей части стержня, необходимой для образования замыкающей головки. Для образования плоской, потайной, головки выступающий конец должен быть равен 0,5 диаметра стержня, а для полукруглой головки-1,5 диаметра стержня заклепки. Выступающий конец заклепки делают слегка коническим, чтобы легче было ввести его в отверстие.
Диаметр стержня заклепки лучше всего брать в зависимости от толщины склепываемых листов или деталей: d=2s, где d - диаметр стержня заклепки, а s - наименьшая толщина склепываемых деталей (листов).
Инструментами для клепки являются натяжка и обжимка. Натяжка служит для сжатия склепываемых деталей. Она представляет собой стальной стержень с отверстием на торцовой части, диаметр и глубина которого должна быть несколько больше выступающей части заклепки. Обжимка служит для оформления замыкающей головки и имеет такую же конструкцию, как и натяжка, но вместо отверстия в ней имеется лунка по форме головки.
В процессе клепки производят следующие по порядку операции:
-
Подгоняют детали - правка, припиловка, удаление заусенцев.
-
Размечают отверстия под заклепки и накернивают центры. При этом расстояние от центра заклепки до края склепываемой детали должно быть не меньше 1,5 диаметра заклепки, а между центрами заклепок в ряду от 3 до 4 диаметров.
-
Сверлят (или пробивают) отверстия. Диаметр сверленых отверстий берется на 0,1-0,2 мм больше диаметра стержня заклепки - это облегчает вставку заклепок в отверстия.
-
Снимают фаски или раззенковывают отверстия под потайные головки. Заклепку вставляют в отверстия, заводя ее снизу, и под нее ставят поддержку (специальный стержень с лункой под головку, укрепляемый в тисках) или плиту.
-
Ударяя молотком по натяжке, плотно сжимают склепываемые детали.
-
Расклепывают стержень заклепки. При этом стремятся, чтобы количество ударов было минимальным, так как металл нагартовывается и теряет пластичность.
