

1.5 Резка металла Инструменты для резки металла.
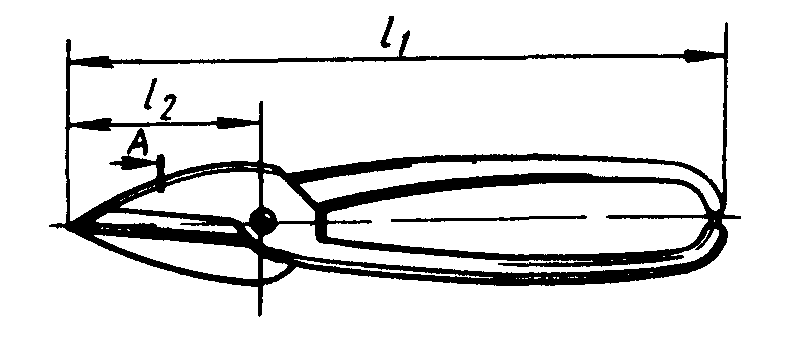
Резка металла применяется в трёх случаях, когда необходимо какую то часть отделить, а так же при вырезки в металле углов, пазов и так далее. В зависимости от профиля формы, размеров, размеров детали заготовок. Резка производится разными инструментами: кусачками резка проволоки, ножницами по металлу (разрезание листового металла), труборезами (резка труб), ножовками (разрезание профильного металла).
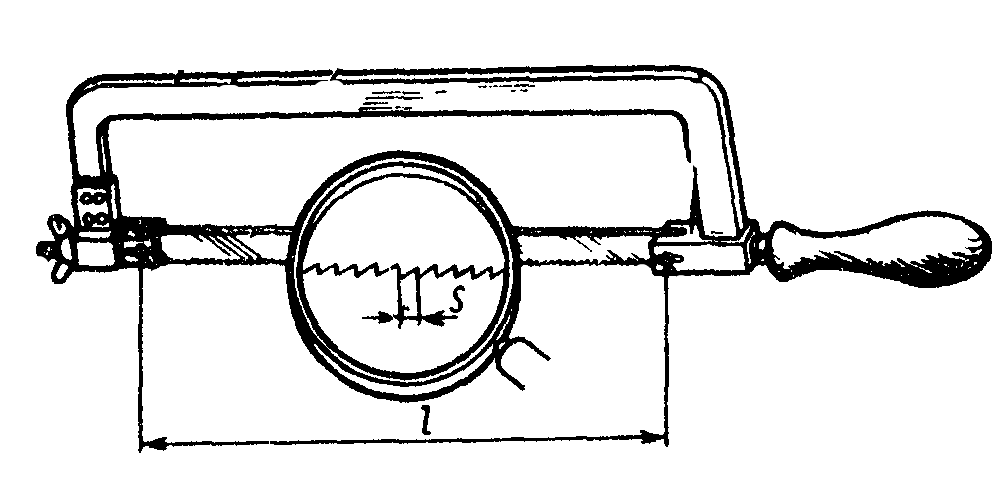
Ножовка ручная предназначена для резки профильного материала и других материалов вручную. Она состоит из стальной раздвижной рамки (станка) и закрепляется на ней ножовочное полотно. Ножовочное полотно представляет собой стальную ленту шириной 15 – 25 мм, толщиной от 0,6 до 1,2 и длиной около 300 мм. Ножовочное полотно бывает односторонним и двух сторонним. Ножовочное полотно изготавливают из углеродистой и инструментальной стали. Зубья полотна, после чего закаливают. Полотно, закреплено в станке, натягивается с таким усилием, при котором оно не перекашивалось и не вибрировало. Зубья ножовочного полотна направлены и разведены и обе стороны так, чтобы ширина прореза получилась
0,25 – 0,5 мм толщины полотна. Процесс резанья ножовкой состоит из двух ходов: рабочий ход, когда ножовка двигается вперёд и холостой ход, когда ножовка двигается назад. Разрезаемый металл прочно закрепляют в слесарных тисках. Нажимать на ножовку следует только при движении вперед (рабочий ход): при движении назад резанья металла не происходит (холостой ход). Перед окончанием резанья нажим на ножовку необходимо ослабить. Во время работы ножовку нельзя касаться. Полотно должно двигаться горизонтально и со скоростью 30 – 60 ходов в минуту, плавно без рывков.
Труборез применяют для нарезания труб различных размеров и диаметров. Резка труб труборезом значительно легче и производительнее чем ножовкой. В качестве охлаждающей жидкости применяют машинное масло или эмульсию.
Механизация резки металлов
Резка металлов тяжелая ручная работа, механизация которой осуществлено при различных устройствах и механизмов. На предприятиях и заводах применяют специальные механизмы и приборы.
1.6 Правка и гибка металла
Правка металла – операция, при помощи которой устраняют недостатки, кривизну или другие недостатки формы заготовок.
Правка – выпрямление металла действием давления на какую либо его часть, независимо от того производится давление прессом или ударами молотка. Различают два метода правки металла: правку ручную, выполняемую с помощью молотка на стальных или правильных чугунных плитах, наковальнях: и правку машинную, выполняемую на правильных машинах. Металл правят как в холодном, так и нагретом состоянии. Правку листового металла вручную производят на правильных (рихтовальных) плитах, ударом молотка. Удары молотка при правке листа должны быть частые и не очень сильные, особенно перед окончанием правки. Молоток нужно держать в руке крепко, ровно и наносить удары всей плоскостью бойка, без перекосов, так как в противном случае можно легко сделать вмятину на листе или даже пробить его на сквозь. Несколько ударов по одному и тому же месту могут привести к образованию нового выпуклого места или трещины.