

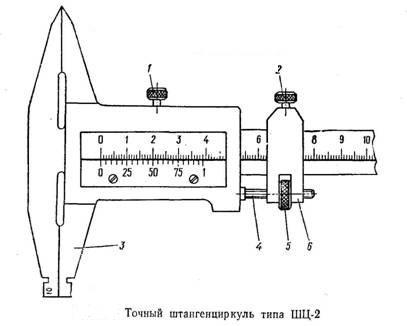
Устройство штангенциркуля Шц 2
Состоит из штанги, где имеется две губки, верхняя и нижняя. На штанге имеется деление цена 1 мм. По штанге перемещается рамка с нижней и верхней губками, в
верхней части рамки имеется стопорный винт, имеется нониус или деление. Точность его 0,05; 0,02; 0,1 мм. На штанге имеется хомутик, который соединен с рамкой при помощи микрометрического устройства, винтика и гаички. Данный штангенциркуль бывает
то 0 до 150; от 0 до 200; от 0 до 250 и до 2000 мм. При замере диаметра отверстия прибавляют ширину губок.

-
Стопорный винт.
-
Стопорный винт.
-
Нижние губки.
-
Винт.
-
Гаечка.
-
Хомутик
Проверочные инструменты
В процессе выполнения слесарных работ, слесарю кроме измерения детали нужно
определить качество обработки поверхностей, правильность формы, параллельность
и прямоугольность плоскостей. Для этой цели используют проверочные инструменты:
слесарные линейки, плиты и шаблоны. Проверку этими инструментами производят
“на просвет”, для этого проверочный накладывают на проверяемую деталь и наблюдают, в каких местах имеется просвет. Линейное отклонение величины зазора проверяют щупом. Слесарные проверочные линейки служат для проверки и контроля прямолинейности плоскостей. При пользовании линейкой, её следует передвигать на проверяемой поверхности. В серийном массовом производстве наружные размеры проверяют калибрами – скобами. Размер считается правильным, если проходная сторона скобы ПР свободно проходит по поверхности, а НЕ проходная сторона не проходит. Скобы бывают односторонние и двух сторонние, по конструкции они бывают целые и регулируемые. Для проверки отверстия применяют калибры – пробки. Если проходная пробка ПР без усилия проходит в отверстие по всей длине, а проходная НЕ, не проходит в отверстие, то размер отверстий находится в пределах допуска. Для отверстий диаметра более 80 мм, применяют срезные и пластинчатые пробки.
В серийном массовом производстве точность резьбовых изделий проверяют резьбовыми калибрами. Для проверки наружной резьбы применяют резьбовые кольца, проходное кольцо ПР имеет полный профиль резьбы и свинчивается по всей поверхности резьбы. НЕ проходная резьбовая пробка имеет 2 – 3 витка, НЕ проходной калибр может навинчиваться на резьбу не более чем на 1 – 2 витка.
В серийно массовом производстве внутреннею резьбу проверяют резьбовыми калибрами – пробками, если проходная сторона ПР ввинчиваться до конца резьбы а НЕ проходная сторона не ввинчивается.



-
Разметка
Разметка – это трудоёмкая, сложная и ответственная работа (операция).
Чтобы правильно произвести разметку нужно хорошо уметь читать чертежи и правильно пользоваться разметочным инструментом и приспособлением.
Разметочная плита – это основное приспособление, на котором производят разметку. Поверхность плиты должна быть сухой и чистой. Применяемые при разметки инструменты и приспособления должны легко передвигаться по разметочной плите.
Чертилки – служат для нанесения контурных линий на разметочную поверхность с помощью линейки, угольников, шаблонов. Чертилки изготавливают, из инструментальной стали У 10 – У 12. Широко применяют три вода чертилок: круглые с отогнутыми концами и со вставной иглой.
Круглая чертилка представляет собой стержень длиной 150 – 200 мм и диаметром
4 – 5 мм, один конец закалён на длине 20 – 30 мм. Чертилка с двух сторон, один конец отогнут под углом 90 градусов. Чертилка с прямой вставленной иглой.
Кернера – существует несколько видов кернеров: обычные круглые, пружинные автоматические, изготавливают из углеродистой стали, обе стороны кернера закалены, средняя часть имеет намотку.
Рейсмус – предназначен для проведения параллельных, горизонтальных и вертикальных линий на размечаемых заготовках и деталях, установленных на плите. Рейсмусом проверяют правильность установленного изделия.


