

Элементы режима резания и срезаемого слоя
Поверхности резания, соединяющие обрабатываемою и обработанную поверхности в процессе резания, могут представлять собой винтовую плоскость, или другую сложную поверхность. Её вид определяется сочетанием рабочих движений.
Главное движение – движение резания, которое определяет быстроту деформирования материала, удаляемого с заготовки. Скорость этого движения является скоростью резания.
Движение, предназначенное для обеспечения врезания инструмента в новые слои материала, называется подачей.
Рабочие движения бывают непрерывными (точение, фрезерование) и прерывистые (строгание, зубодобление). Главное движение резания всегда одно. Движений подачи бывает несколько (продольное, поперечное).
Главное движение может сообщаться заготовке (точение) и инструменту (фрезерование). Движение подачи может сообщаться заготовке (фрезерование) и инструменту (точение).
Для оценки интенсивности процесса резания используют следующие элементы режима резания:
-
V – скорость резания [ м/мин, м/с]
-
S – подача [мм/зуб, мм/оборот, мм/мин]
-
t – глубина резания [мм]
и элементы срезаемого слоя:
-
a – толщина срезаемого слоя [мм]
-
b – ширина срезаемого слоя [мм]
Скорость резания (V) – длина пути, который проходит точка режущей кромки инструмента относительно поверхности резания в единицу времени.
Обычно, скорость определяется:
D![]() – диаметр обрабатываемой поверхности,
либо диаметр инструмента при фрезеровании,
сверлении;
– диаметр обрабатываемой поверхности,
либо диаметр инструмента при фрезеровании,
сверлении;
n – число оборотов.
Подача (S) – величина перемещения режущей кромки инструмента относительно обработанной поверхности за один оборот инструмента (сверление) или заготовки (точение). Так как перемещение измеряется в мм, то основная размерность [мм/оборот].
Подача на зуб: Sz [мм/зуб];
Подача
на оборот: S

![]() 0=Szz
[мм/обо-рот], где z –
количество зубьев;
0=Szz
[мм/обо-рот], где z –
количество зубьев;
М
![]()
![]()
![]()
![]()
![]() инутная
подача: Sм=S0n=
Szzn
[мм/мин];
инутная
подача: Sм=S0n=
Szzn
[мм/мин];
Г![]()
![]() лубина
резания (t) – кратчайшее
расстояние между обрабатываемой и
обработанной поверхностями.
лубина
резания (t) – кратчайшее
расстояние между обрабатываемой и
обработанной поверхностями.
D![]() 0
– диаметр обработанной поверхности,
0
– диаметр обработанной поверхности,
D – диаметр обрабатываемой поверхности.
П![]()
 оперечное
сечение это в большинстве случаев
параллелограмм, площадь которого
оперечное
сечение это в большинстве случаев
параллелограмм, площадь которого
Толщина срезаемого слоя a – кратчайшее расстояние между положением режущей кромки за один оборот,
Ширина срезаемого слоя b – расстояние между обрабатываемой и обработанной поверхностями, измеренное по режущей кромке инструмента.
Элементы срезаемого слоя с элементами режима резания имеют между собой следующую связь:
П
 араметры
S и t связаны
с настройкой станка и называются
производственными параметрами срезаемого
слоя. Они определяют производительность
процесса и качества обработанной
поверхности.
араметры
S и t связаны
с настройкой станка и называются
производственными параметрами срезаемого
слоя. Они определяют производительность
процесса и качества обработанной
поверхности.
Параметры a и b – физические. Они влияют на физические показания процесса резания (температуру, силу резания, стойкость и т.д.)
Экономические факторы обработки резания
Время необходимое для обработки одной заготовки называется штучным временем.
t шт=tо+
tв+
tоб+
tп
шт=tо+
tв+
tоб+
tп
tо – основное (технологическое или машинное) время, то есть время, затраченное на работу резания, в процессе которого идет изменение размеров, формы, свойств обрабатываемой заготовки.
tв – вспомогательное время необходимое для включения и выключения станка, подачи, установку и снятие заготовки.
tоб – время обслуживания рабочего места и поддержание оборудования, приспособлений, инструментов в рабочем состоянии.
t![]() п
– время на отдых рабочего, то есть
время регламентированных перерывов,
отнесенное к одной заготовке.
п
– время на отдых рабочего, то есть
время регламентированных перерывов,
отнесенное к одной заготовке.
Производительность Q работы за определенный промежуток времени об-ратно пропорциональна штучному времени.
Т – прдолжительность определенного отрезка времени (смена и т.п.) в единицу штучного времени tшт.
Сумма tо+tв – называется оперативным временем и составляет до 90% штучного времени. Снижение его оперделяет возможность повышения производительности.
Сумма tоб+tп – называется дополнительным (прибавочным) временем, и определя-ется по нормативам.
L![]() p
- длина расчетного пути инструмента
p
- длина расчетного пути инструмента
i – число рабочих ходов (проходов)
n – число оборотов шпинделя
So – подача на оборот.
Основное технологическое время то при резании определяется как частное от деления расчетного пути на скорость относительного перемещения инструмента и заготовки.
Расчетный путь Lp помимо длины обрабатываемой части заготовки включает дополнительное перемещение на врезание и перебег инструмента.
l![]() 1
– путь врезания инструмента
1
– путь врезания инструмента
l – длина обрабатываемой части заготовки
l2 – перебег инструмента
В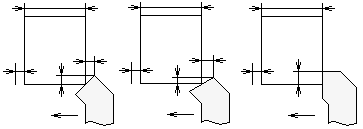



![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() резание
зависит от конфигурации инструмента
и глубины резания.
резание
зависит от конфигурации инструмента
и глубины резания.
В![]()
![]()
![]()
![]()
![]()
![]()
![]() еличина
перебега определяется габаритами
инструмента и заготовки. Она нужна для
гарантированного окончания обработки
заданной поверхности.
еличина
перебега определяется габаритами
инструмента и заготовки. Она нужна для
гарантированного окончания обработки
заданной поверхности.
z
![]()
 – глубина припуска,
– глубина припуска,
t – глубина резания,
– глубина резания,
i – число рабочих ходов (проходов).
– число рабочих ходов (проходов).
C![]() корость
резания V тем больше, чем
больше глубина
корость
резания V тем больше, чем
больше глубина
р
![]()

 езания.
езания.
О![]() сновное
(машинное) время уменьшается с ростом
элементов режима резания, то есть с
ростом скорости резания, увеличением
подачи и глубины резания. В идеале число
рабочих ходов i равно
единице.
сновное
(машинное) время уменьшается с ростом
элементов режима резания, то есть с
ростом скорости резания, увеличением
подачи и глубины резания. В идеале число
рабочих ходов i равно
единице.