

2.4. Сварка открытой дугой
Автоматическая сварка под флюсом, несмотря на целый ряд положительных качеств, имеет существенный недостаток: она практически эффективна только при нижнем положении сварного соединения и длине шва более 1,5 м, вследствие чего недостаточно мобильна. Значительно удобнее для сварки в различных пространственных положениях механизированная сварка открытой дугой, в первую очередь в среде защитных газов, а также порошковой проволокой.
2.4.1. Сущность способа сварки в среде защитных газов.
Сварка в защитном газе (рис. 2.2) заключается в том, что в зону сварки специально подается газ 3, который окружает зону сварки и защищает жидкий металл от воздействия окружающего воздуха.
Сварка может выполняться неплавящимся (рис. 2.3,а), обычно вольфрамовым, или плавящимся (рис. 2.3,6) электродом. Для защиты применяются три группы газов: инертные (аргон, гелий); активные (углекислый газ, азот, водород и др.); смеси газов инертных, активных или первой и второй группы. Выбор защитного газа определяется химическим составом свариваемого металла; требованиями, предъявляемыми к свойствам сварного соединения; экономичностью процесса и т.п. В нашей стране наиболее распространено применение аргона и углекислого газа.
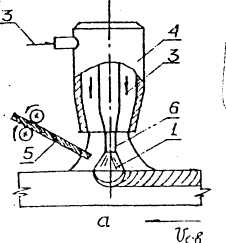
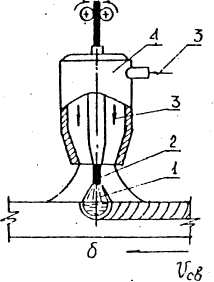
Рис. 2.3. Схема сварки в защитных газах:
а - неплавящимся и б - плавящимся электродом; 1 - сварочная дуга; 2 - плавящийся электрод; 3 - газ; 4 - газовая горелка (сопло); 5 - присадочная проволока; 6 - неплавящийся электрод
Аргонодуговой сваркой можно сваривать неплавящимся и плавящимся электродами. Сварку неплавящимся электродом применяют, как правило, при соединении металла толщиной 0,5 - 6 мм; плавящимся электродом - от 1,5 мм и более. Сварку неплавящимся электродом ведут на постоянном токе прямой полярности или на переменном токе. Сварку в аргоне плавящимся электродом выполняют на постоянном токе обратной полярности («+» на электроде).
Сварку в углекислом газе выполняют только плавящимся электродом (кислород, входящий в состав газа, окисляет вольфрамовый электрод и быстро его разрушает), на постоянном токе обратной полярности. При применении СО2 в качестве защитного газа необходимо учитывать некоторые металлургические особенности процесса сварки, связанные с окислительным действием СО2. При высоких температурах СО2 диссоциирует на оксид углерода СО и кислород О, который, если не принять специальных мер, приводит к окислению свариваемого металла и легирующих элементов. Окислительное действие О нейтрализуется введением в проволоку дополнительного количества раскислителей – марганца и кремния.
Сварка в защитных газах имеет следующие преимущества: высокую степень защиты расплавленного металла от воздействия воздуха; отсутствие на поверхности шва при применении аргона оксидов и шлаковых включений; возможность ведения процесса во всех пространственных положениях; возможность визуального наблюдения за процессом формирования шва и его регулирования; более высокую производительность процесса, чем при ручной дуговой сварке; относительно низкую стоимость сварки в углекислом газе.
К недостаткам способа относятся необходимость применения защитных мер против световой и тепловой радиации дуги; возможность нарушения газовой защиты при сдувании струи газа движением воздуха; потери металла на разбрызгивание; наличие газовой аппаратуру (баллоны, редукторы и т.д.).
Сварка в атмосфере защитных газов в зависимости от степени механизации процессов подачи присадочной или сварочной проволоки и перемещения сварочной горелки может быть ручной, механизированной и автоматической.