

7. Обработка металлов резанием на станке модели 16к20ф3 nc201m
Цель работы – знания назначения и устройства станка модели 16К20Ф3, оснащенного стойкой NC201М, основ работы числового программного управления; умение осуществлять выбор режимов работы станка, ввод кадров и загрузку управляющей программы.
Общие сведения
Токарный станок 16К20Ф3, оснащенный системой ЧПУ NC-201М, предназначен для чистовой и получистовой обработки заготовок в условиях мелкосерийного и среднесерийного производства, обеспечивая в этих условиях быструю переналадку с изготовления одного сложнопрофильного изделия на другое.
Станок 16К20Ф3 NC201M (рис. 30) состоит из станины 1, шпиндельной бабки 2, задней бабки 3, продольного суппорта 4, на котором установлен поперечный суппорт 5 с восьмипозиционной револьверной головкой 6
 Рис.
30. Схема токарного станка 16К20Ф3 NC201M
Рис.
30. Схема токарного станка 16К20Ф3 NC201M
Заготовку закрепляют в патроне 7 закрепленного на шпинделе станка. Шпиндель станка приводится во вращение двигателем постоянного тока через коробку скоростей, которая обеспечивает три диапазона частот вращения (20–345, 60–1000, 145–2500 об/мин. Бесступенчатое регулирование частот внутри одного из указанных интервалов осуществляется по сигналу управляющей программы, а переключение диапазонов рукояткой 8.
Продольное и поперечное перемещения суппортов (ускоренные и рабочие движения подач) осуществляют от автономных исполнительных электродвигателей через передачи качения типа «винт – гайка» 9.
Положение суппорта определяется датчиком 10.
Пульт управления станком и устройством ЧПУ 11 установлен на поворотной стойке, закрепленной на основании станка.
Пульт оператора обеспечивает выполнение всех функций управления и контроля в системе и включает модули дисплея и клавиатуры. Конструктивно пульт оператора встроен в моноблок УЧПУ таким образом, что его панель представляет собой лицевую панель УЧПУ. В качестве элементов управления используются кнопки, клавиши и переключатели, в качестве элементов контроля – дисплей и светодиоды.
Панель пульта оператора УЧПУ NC-201M в основном корпусе представлена на рисунке 31.
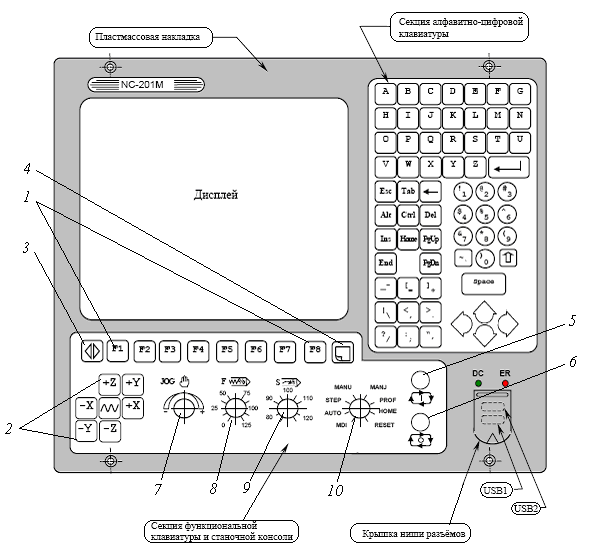
Рис. 31 – Панель пульта оператора УЧПУ NC-201М
Панель оператора имеет пластмассовую накладку, которая делит её на три секции: дисплея; алфавитно-цифровой и функциональной клавиатуры; станочной консоли.
В секции дисплея расположен жидкокристаллический дисплей модели “TFT” с длиной диагонали 10.4”.
Справа от дисплея вертикально расположена секция алфавитно-цифровой клавиатуры: 36 алфавитно-цифровых, 28 специальных клавиш. Внизу под дисплеем расположена горизонтальная секция функциональной клавиатуры и станочной консоли, в которой размещены:
-
функциональная клавиатура, состоящая из восьми клавиш «F1»-«F8»;
-
семь клавиш для безразмерного перемещения по трем координатным осям «+X», «-X», «+Y», «-Y», «+Z», «–Z»;
-
специальная клавиша «ПРОКРУТКА»;
-
специальная клавиша «ПЕРЕХОД»;
-
кнопка «ПУСК»;
-
кнопка «СТОП»;
-
переключатель - корректор подачи «JOG»;
-
переключатель - корректор ручных подач «F»;
-
переключатель - корректор частоты вращения шпинделя «S»;
-
переключатель режимов работы станка «MDI»…«RESET».
В нижнем правом углу панели пульта оператора в пластмассовой накладке сделана ниша для вывода разъёмов USB1 и USB2. Разъём USB1 работает в режиме УЧПУ, разъём USB2 - в режиме MS DOS. Ниша для разъемов USB закрывается гибкой крышкой.