

Изготовления отливок по выплавляемым моделям
 Все
рассмотренные способы основаны на
использовании постоянных моделей, имеют
недостатки: необходимо иметь одну или
несколько плоскостей разъема, что
снижает точность изготовления отливок,
на которых могут появляться сдвиги и
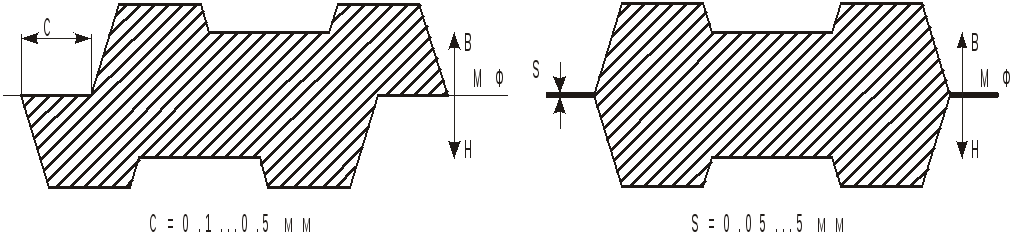
заливы (рис3).
Все
рассмотренные способы основаны на
использовании постоянных моделей, имеют
недостатки: необходимо иметь одну или
несколько плоскостей разъема, что
снижает точность изготовления отливок,
на которых могут появляться сдвиги и
заливы (рис3).
а) сдвиг на отливке б) Залив на отливке
Рис. 3.3. Дефекты литья
Этого недостатка лишена другая разновидность литья в разовые литейные формы - литье по выплавляемым моделям.
Преимущества способа литья по выплавляемым моделям:
высокая точность;
высокая чистота Rz =20 мкм до Ra =1.25 мкм;
высокое качество отливок;
возможность изготовления очень сложных тонкостенных отливок с толщиной стенки отливок от 0.5 ...1.5 мкм.
Недостатки литья по выплавляемым моделям:
ограниченность применения метода: только в массовом и крупносерийном производствах;
масса отливок не превышает 60 кг (мелкие отливки); высокая себестоимость отливок (стоимость тонны литья примерно 3000...7200 руб. в ценах 1985 года);
Сущность процесса получения отливок по выплавляемым моделям заключается в изготовлении модели из легкоплавкого сплава (50 % парафина и 50 % стеарина), имеющего температуру плавления 42 ...45 С, в пресс-форме (из стали, чугуна или алюминия), сборку блока моделей, покрытии ее огнеупорной обмазкой, а затем выплавление ее из образовавшейся оболочки при температуре 90...120 С). Оболочку затем прокаливают при температуре 900 С для придания ей прочности, огнеупорности, газопроницаемости и удаления остатков модели. После чего оболочковая керамическая форма помещается в опоку с опорным материалом (дробь, кварцевый песок) и заливается жидким металлом. Схема технологического изготовления отливок по выплавляемым приведена на рис.3.4.
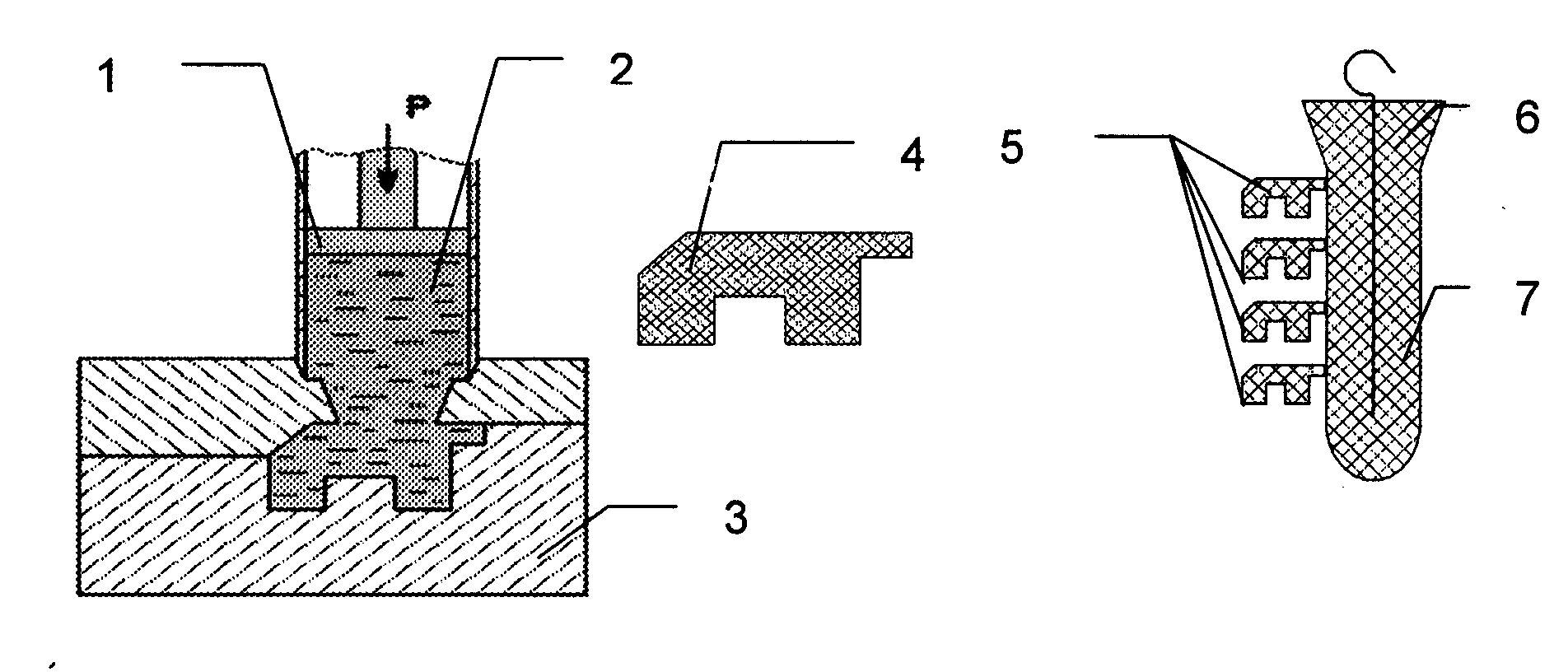
Рис.3.4.Схема технологического процесса изготовления блока моделей:
1- шприцевый механизм; 2- легкоплавкий сплав;3 - пресс-форма; 4- разовая модель; 5-модели; 6- литейная чаша; 7- стояк
Литьем по выплавляемым моделям изготавливают тонкостенные отливки с толщиной менее 1 мм, крыльчатку центробежного насоса, детали топливной аппаратуры, сложные втулки и т.д.
Литье по газифицируемым моделям
Р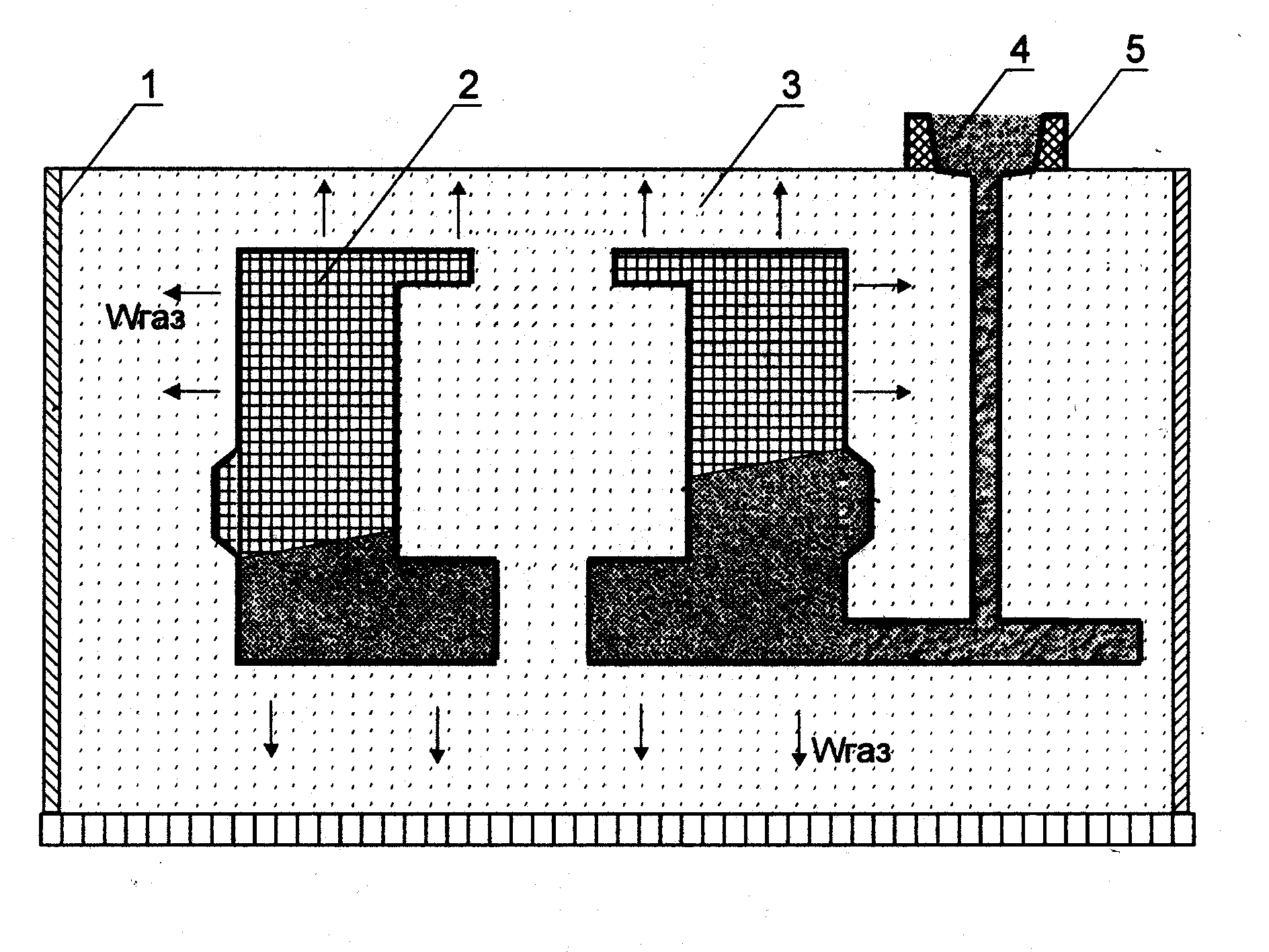 ис.3.
5. Схема изготовления отливок по
газифицируемым моделям: 1 - контейнер
(опоки); 2 - опорный материал (кварцевый
песок); 3 - пенополистироловая модель;
4 - жидкий металл; 5 – керамическая
чаша
ис.3.
5. Схема изготовления отливок по
газифицируемым моделям: 1 - контейнер
(опоки); 2 - опорный материал (кварцевый
песок); 3 - пенополистироловая модель;
4 - жидкий металл; 5 – керамическая
чаша
3.3. Изготовление отливок в постоянных литейных формах
Разработка новых энергосберегающих технологий, безотходных технологий, обеспечивающих получение отливок высокого качества и высокой точности, является актуальной задачей. Использование технологии литья в постоянные формы отвечает поставленным задачам.