

Прессование
Прессованием называется процесс обработки металлов давлением, при котором формообразование заготовок осуществляется пластическим деформированием металла путем его выдавливания из замкнутого контейнера через калиброванное отверстие в матрице.
Инструментом при прессовании является матрица с калиброванным отверстием, а орудией-машиной гидравлические прессы (вертикальные и горизонтальные высокомеханизированные или автоматизированные гидравлические прессы с усилием до 250 МН).
Прессование (выдавливание) может быть осуществлено при горячем и холодном состоянии металла.
Исходные материалы: слитки цветных и черных металлов, прокат, литые, кованные или катаные заготовки.
Продукция прессования: сплошные и полые профили; поковки постоянного или переменного сечения (поковки, имеющих форму стержня с фланцем, стаканов, втулок, гильз, ступенчатые валы). Большое количество автомобильных деталей изготавливают выдавливанием - автомобильные клапана и т.д.
Преимущество способа:
высокое качество металла;
возможность изготавливать изделия из малопластичных металлов и сплавов;
высокая точность и чистота поверхности изделий;
высокий коэффициент использования металла (КИМ = 0.85 ...0.9); высокая производительность.
Так, перевод 25 наименований деталей автомобиля "Москвич" с обработки резанием на холодное выдавливание позволил сэкономить значительное количество металла и снизить трудоемкость их изготовления на 127 тыс.нормо-часов и повысить качество их изготовления.
Недостатки: ограничение по массе, дороговизна метода.
Существуют две схемы прессования:
прямое прессование и обратное прессование.
Схемы прямого и обратного прессования приведены на рис.4.4 .
Основные технологические параметры прессования: степень деформа-ции = S/So 100% , S- изменение площади поперечного сечения; Sо -площадь поперечного сечения заготовки;
коэффициент вытяжки =So/S, Sо - площадь поперечного сечения заготовки; S - площадь поперечного сечения изделия.
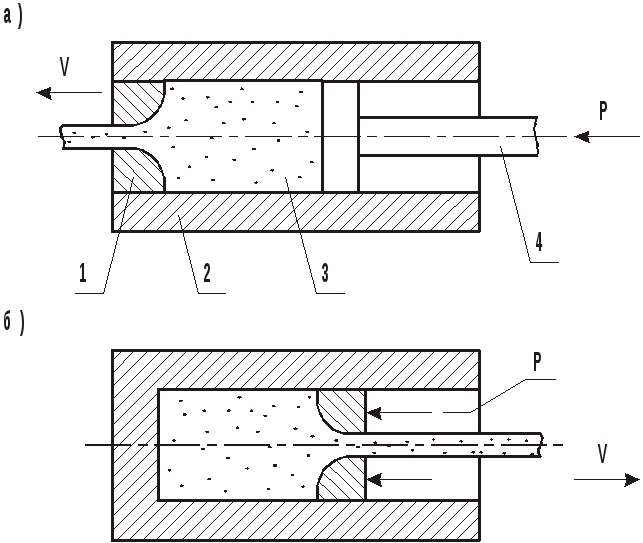
Рис.4.4. Схемы прессования: а) - прямое и б) - обратное прессование;1 - матрица; 2 - контейнер; 3 -металл заготовки, 4 - пуансон.
Коэффициент вытяжки при прессовании равен 8 ...50, а степень дефор-мации - 80 ...90 % .
Ковкой называется процесс горячей обработки металлов давлением, при котором деформация металла осуществляется с помощью универсального инструмента на молоте или прессе, при котором течение металла ограничено в направлении движения инструмента.
Инструментом при ковке являются плоские и фигурные бойки и различный подкладной инструмент, а орудием машины - молоты и прессы.
Исходные материалы: слитки, прокат различных профилей, прессованные прутки.
Продукция ковки: гладкие и ступенчатые валы, поковки валов гидротурбин, турбинные диски и т.д.
Преимущество ковки:
высокое качество металла;
универсальность способа;
относительно низкая стоимость продукции.
Недостатки способа: низкая точность, повышенные потери металла.
Ковку применяют в мелкосерийном и индивидуальном производстве.
Основные операции ковки: осадки, высадка, протяжка и др.