

3 Рис.3.8. Схема установки детали на жесткий палец с зазором: 1 - оправка; 2 – контролируемая деталь .2.7. Установка контролируемой детали на жесткий палец (рис.3.8.)
Погрешность базирования при измерении диаметра
∆δ
![]() (3.27)
(3.27)
где
![]() =
0,005+0,01 мм – минимальный зазор;
=
0,005+0,01 мм – минимальный зазор;
![]() -
допуск на диаметр оправки;
-
допуск на диаметр оправки;
![]() -
допуск на диаметр отверстия детали.
-
допуск на диаметр отверстия детали.
При установки детали на палец с натягом ∆ δ=С
3.2.9. Установочные сборочные единицы с конусными оправками (рис.3.9)
П
Рис.3.9.
Схема установки детали
на конусную оправку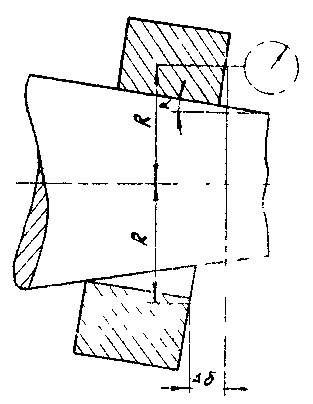
∆δ
![]() , (3.28)
, (3.28)
где R- радиус измерения по сои оправки;
![]() -
(0,0010-0,0001)рад
– угол конуса оправки
-
(0,0010-0,0001)рад
– угол конуса оправки
3.2.10. Установка контролируемой детали в патронах
Погрешность установки детали в патроне зависит от класса точности патрона и определяется по ГОСТу 1654-71.
3.2.11. Установка контролируемой детали по плоскости и двум отверстиям (рис.3.10)
Н
Рис. 3.10.
Схема контролируемой детали по плоскости
и двум отверстиям
![]() , (3.29)
, (3.29)
где
![]() -
наибольший зазор между стенкой отверстия
и направляющим пояском срезанного
пальца;
-
наибольший зазор между стенкой отверстия
и направляющим пояском срезанного
пальца;
![]() -
наибольший зазор между стенкой отверстия
и цилиндрическим пальцем;
-
наибольший зазор между стенкой отверстия
и цилиндрическим пальцем;
L – расстояние между центрами отверстий.
Для линейных размеров, указанных на рисунке погрешность базирования определяется по формулам:
 (3.30)
(3.30)
3.3. Погрешность совмещения измерительной базы контролируемой детали с рабочими поверхностями установочного узла
Неточность совмещения называется деформацией стыковых поверхностей, шероховатостью стыковых поверхностей, односторонним отжатием деталей при установке и т.д. Указанные погрешности носят случайный характер.
Величина данной погрешности определяется в результате многократной повторной установки одной и той же детали на один и тот же установочный узел.
На стадии проектирования контрольных приспособлений можно принять следующие значения точности установки проверяемых деталей
∆ у.с. = ± (2,5+5) мкм для установочных узлов;
∆ у.с = ±(3+7) мкм для установочно-зажимных узлов.
3.4. Погрешность передаточных устройств контрольных приспособлений
Систематические погрешности передаточных устройств ∆р, возникающие вследствие неточности изготовления рычагов и других деталей, определяется расчетным путем и проверяется экспериментально.
Случайные погрешности ∆n называются наличием зазоров между осями и отверстиями рычагов, неточностью их перемещения и другими случайными причинами. Предельное значение ∆n определяется эксперементальным путем. Рекомендуемые значения ∆n приведены в таблице 3.2.
Рекомендуемые расчетные значения случайных
погрешностей ∆n для рычажных передач Таблица 3.2.
|
Передача |
Передаточное отношение |
Рекомендуемое значение ∆n |
|
С рычагом на оси |
1,2 |
±(3+5) |
|
Прямая в сочетании с рычажной (рычаг на оси) |
1 |
±(2+5) |
|
С рычагом в центрах |
1 |
±(3+4) |
|
С рычагом на плоских пружинах, имеющая дополнительную витую пружину |
1 |
±(2+3) |
|
С рычагом на плоских пружинах без дополнительной витой пружины |
1 |
±(2+3) |
|
Сложная рычажная |
4 |
±(4+6) |