

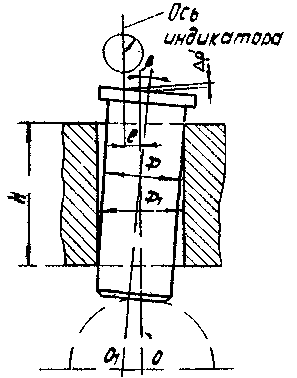
3.4.5. Погрешность прямых передач (рис.3.17)
Рис. 3.17. Схема прямой
передачи со стержнем, смещенным
относительно оси измерительного
индикатора
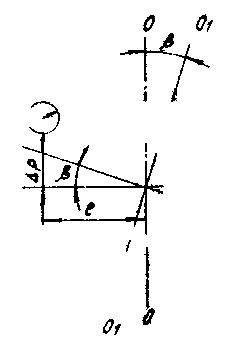
Рис.
3.18.
Схема
для определения погрешности
![]() ,
при смещении осей индикатора и стержня
прямой передачи в горизонтальной
плоскости
,
при смещении осей индикатора и стержня
прямой передачи в горизонтальной
плоскости
Погрешность
перемещения стержней прямой передачи
и индикатора при несовпадении их осей
между собой ∆р
при смещении
осей между собой
![]()
Погрешность
![]() при смещении осей индикатора и стержня
прямой передачи в горизонтальной
плоскости
(рис.3.18)
при смещении осей индикатора и стержня
прямой передачи в горизонтальной
плоскости
(рис.3.18)
∆р
![]() , (3.41)
, (3.41)
где
![]() -
величина смещения оси индикатора
относительно оси стержня;
-
величина смещения оси индикатора
относительно оси стержня;
![]() -
угол поворота стержня прямой передачи
в горизонтальной плоскости;
-
угол поворота стержня прямой передачи
в горизонтальной плоскости;
![]() , (3.42)
, (3.42)
где
-![]() 1-
максимальный диаметр отверстия под
стержень передачи;
1-
максимальный диаметр отверстия под
стержень передачи;
![]() -
минимальный диаметр стержня передачи;
-
минимальный диаметр стержня передачи;
Н – длина отверстия.
Основные расчетные формулы для определения погрешностей рычажных и прямых передач, приведенные в этой главе, позволяют решать вопрос о допусках на изготовление.
3.5. Погрешность отклонения установочных размеров от номинального
В контрольных приспособлениях предусмотрены специальные эталоны для настройки приборов при измерении линейных размеров, расстояний между осями и т.д. При изготовлении эталонов их нецелесообразно изготовлять с высокой точностью линейных размеров. Для настройки приспособлений аттестуют их действительный размер. Отклонения установочных размеров от номинального необходимо учитывать как систематические ошибки.
Данная погрешность определяется аналитическими [8]
ΔЭ=![]() (3.43)
(3.43)
для плоских поверхностей:
ΔЭ=![]() , (3.44)
, (3.44)
где Кр=1,14+1,73 Ки=1,0 – коэффициенты, учитывающие отклонение закона распределения величин Δр и Δизм от нормального закона распределения;
Δ/р – погрешность регулирования индикатора [8]: для индикатора с ценой деления 0,01 мм Δ/р = 10+15 мкм; для индикатора с ценой деления 0,002 мм
Δ/р =3+5 мкм; для индикатора с ценой деления 0,001 Δ/р = 1+2 мкм; Δизм – погрешность измерения размера эталона, зависящая от применяемого метода его измерения.
Табличные значения Δизм приведены в табл.1.2.
3.7. Погрешность формы и взаимного расположения поверхностей эталона
Вследствие таких погрешностей изготовления эталонов, как не параллельность плоских поверхностей, конусность, овальность, несовпадение осей и т.д., настройка измерительных средств будет носить случайный характер, например настройка измерительных средств с помощью эталона, имеющую конусную поверхность вместо цилиндрической.
При этих условиях точность настройки будет зависеть от того, по какому сечению этой поверхности производилась эта настройка.
Рекомендуемые расчетные значения погрешности формы и взаимного расположения поверхностей эталона Δ = 0,001+0,005 мм [8].
3.7. Погрешность, свойственная данному методу измерения
Данная погрешность зависит от многих факторов, в том числе от метода измерения, конструктивных особенностей приспособления, условий его эксплуатации, квалификация контролеров и т.д.
Погрешность ∆М является случайной и не зависимой величиной.
Исследование точности показаний различных контрольных приспособлений показывает, что величина ∆М колеблется в следующих пределах:
∆М = (1+3) мкм для приспособлений простой конструкции
∆М = (2+4) мкм для приспособлений средней сложности;
∆М = (5+8) мкм для приспособлений сложной конструкции [4].