

Машины для хтс и жсс
Такие машины являются стержневыми, но так как живучесть смесей (ХТС, ЖСС) небольшая, то машины устанавливаются непосредственно на участках изготовления стержней.
В настоящее время применяются следующие машины для ЖСС:
1) мод.19114 (периодического действия);
2) мод. 19413 (непрерывного действия);
3) мод. 19415 (непрерывного действия).
Рисунок – Установка для ЖСС
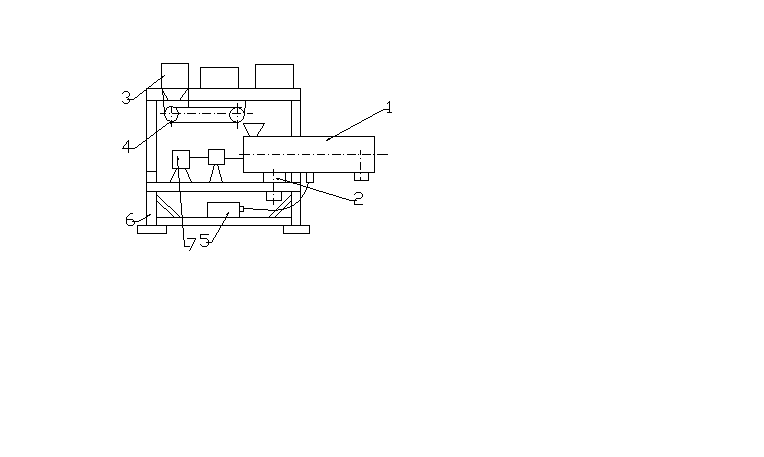
1-шнековый смеситель;
2-платформа для поворота смесителя;
3-система бункеров для сыпучих материалов;
4-система транспортеров;
5-дозатор для жидких компонентов;
6-металлоконструкции.
Рисунок – Шнековый смеситель
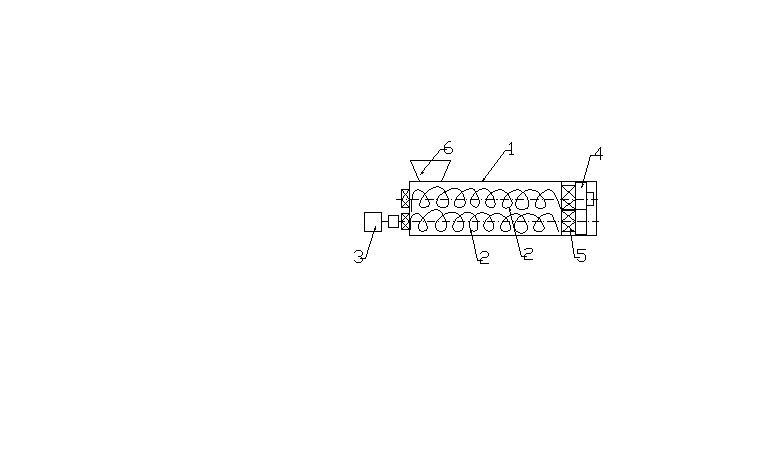
1-корпус вала;
2-вал (два вала);
3-привод смесителя;
4-зубчатые колеса;
5-подшипники.
Достоинством данной установки является то, что нет жесткой связи машины со стержневым ящиком и высокая равномерность перемешивания.
Рисунок – Установка ХТС
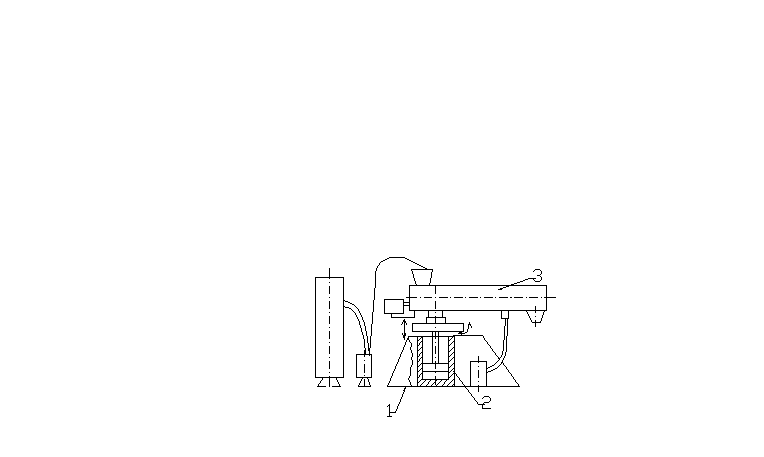
1-станина;
2-подьемный стол;
3-емкость с жидкой композицией;
4-смеситель;
5-емкость с сухой смесью.
Поточные линии
С целью повышения производительности труда необходимо технологический цикл разбить на отдельные операции. Каждую операцию необходимо прикрепить к своему рабочему месту и заставить работать все рабочие места одновременно.
Для выполнения любого технологического цикла, его разбивают на ряд больших операций – более длительных, а каждую операцию, в свою очередь, на ряд коротких. Каждую операцию необходимо передать соответствующему комплексу, которые выстраиваются в необходимой технологической последовательности. Если такие комплексы соединить транспортными средствами, то можно получить поточные линии.
Общая классификация поточных линий:
1 По назначению:
-формовочные;
-стержневые;
-смесеприготовительные…
2 По степени механизации:
-механизированные;
-комплексно-механизированные;
-автоматизированные;
-автоматические;
3 По характеру работы:
-непрерывные;
-периодические;
4 По виду потоков:
-однопоточные;
-многопоточные.
Классификация литейных (формовочных) линий:
1 По способу формообразования:
-прессовые;
-встряхивающие;
-импульсные…
2 По способу получения отливок:
-линии для изготовления песчано-глинистых форм;
-линии для специальных видов литья;
3 По типу песчано-глинистых форм:
-опочные;
-безопочные;
4 По способу расположения разъема формы:
-горизонтальные;
-вертикальные;
5 По способу организации формовки:
-попеременные;
-раздельные;
6 По виду транспортных средств:
-рольганговые;
-тележечные;
-ленточные;
-шагающие…
В состав автоматических линий входят следующие блоки:
-блок формовки;
-блок сборки;
-блок заливки;
-блок охлаждения;
-блок выбивки.
Блоки автоматических линий представлены следующими типами машин:
-формовочные машины;
-кантователи;
-стержнеукладчики;
-сборщики форм;
-перестановщики;
-грузоукладчики;
-заливочные автоматы;
-распаровщики;
-функциональные механизмы.