Импульсные машины низкого давления
См. конструкцию импульсной головки (схема машины аналогична, нужно лишь поставить головку низкого давления).
Импульсные карусельные машины
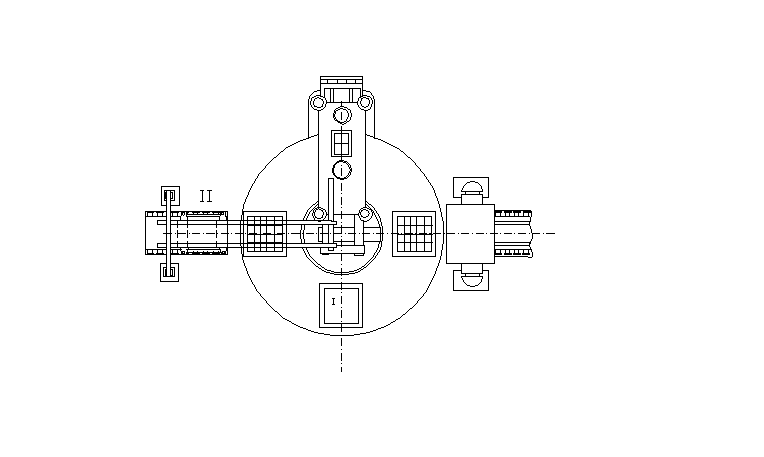
Позиции карусельной импульсной машины (четырехпозиционной):
I – смена модельных плит;
II – установка опок;
III – уплотнение импульсом;
IV – отвод готовых полуформ.
Четырехпозиционная импульсная установка работает как однопозиционная (место сборки оснастки опускается). На позиции III под каруселью есть подъемный цилиндр (ниже карусели), а в карусели на каждой позиции есть отверстия для пропуска цилиндра.
Двухпозиционная импульсная машина:
I – сборка и засыпка полуформ;
II – уплотнение импульсом.
Пескометы
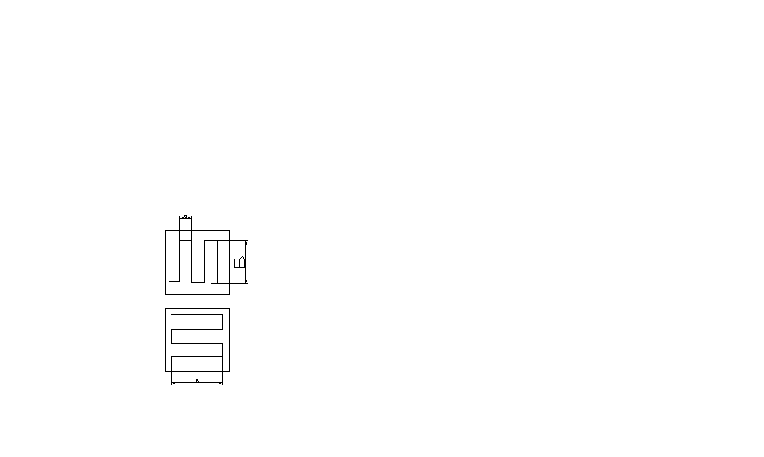
Схема пескометной головки представлена на рисунке:

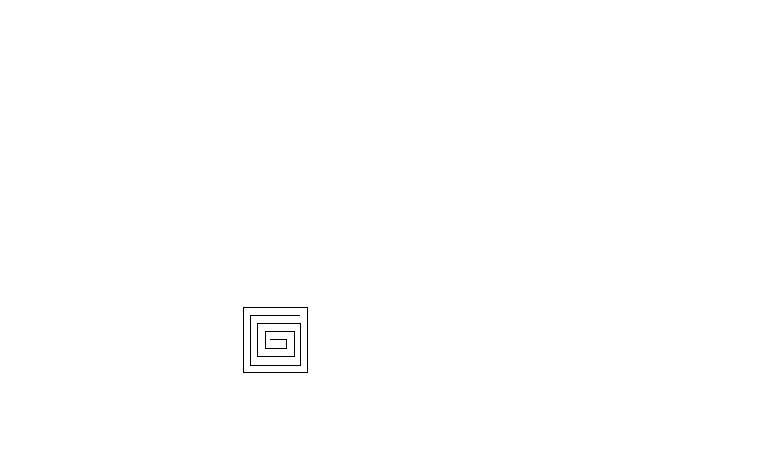
Рассмотрим сущность уплотнения формовочной смеси в пескометном процессе. К корпусному отверстию головки через транспортер подается песчано-глинистая смесь. Ротор головки непосредственно соединен с электродвигателем без редуктора (очень быстро вращается). На роторе закреплена лопатка, которая во время вращения отсекает смесь, поступающую в головку. Смесь за счет центробежной силы прижимается к стенкам “ковшика”. Эта часть смеси уплотняется, противоположная часть пакета формируется тем, что лопатка прижимает пакет к дуге корпуса. Когда сила тяжести пакета превысит центробежную силу, тогда он вылетает в отверстие головки. Пакет падает вниз, падает в опоку и его первые слои, достигая модельной плиты тормозятся. Внутри пакета все последующие слои продолжают двигаться по инерции вниз и уплотняют друг друга. Каждый следующий пакет уплотняет предыдущий. Степень уплотнения получается достаточно высокой. При уплотнении заполняется сначала пространство вокруг модели, затем по “опасным” местам, а затем в целом по опоке.
Максимальная скорость схода пакета 50-60 м/с (зависит от мощности и числа оборотов двигателя).
Скорость перемещения головки на порядок меньше.
Скорость движения транспортера может быть рассчитана по формуле:
VТР=b*n*i,
где VТР-скорость движения транспортера;
b-ширина лопатки;
n-скорость вращения лопатки;
i-количество лопаток.
Приведем некоторые стандартные модели пескометов:
1 Рукавный стационарный мод. 2Б83 (производительность 10-12 м3/ч);
2 Рукавный передвижной мод. 24437 (производительность 10-12 м3/ч);
3 Пескомет мостовой мод. 24512 (производительность до 50 м3/ч).
Рисунок - Рукавный стационарный пескомет мод. 2Б83
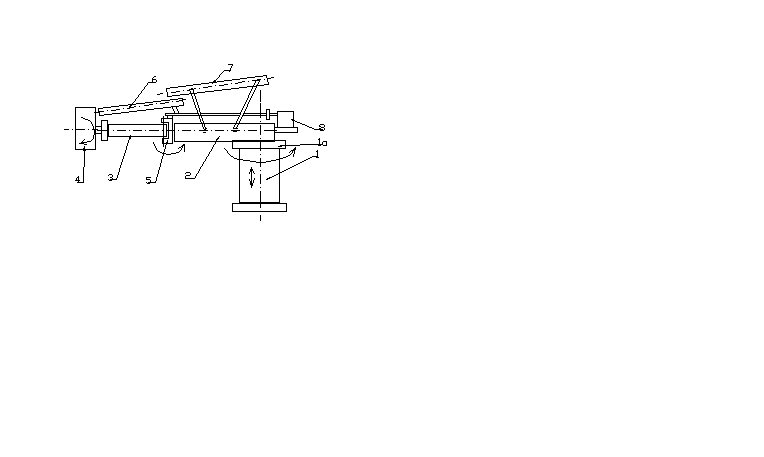
1-колонна;
1а-поворотная платформа;
2-большой рукав;
3-малый рукав;
4-ротор пескометной головки;
5-поворотный механизм;
6-транспортер малого рукава;
7-транспортер большого рукава.
Для передвижения пескомета устанавливается передвижная тележка (1-2 колесная для передвижения по одной рельсе). На тележке предусмотрен противовес для предотвращения опрокидывания. Недостаток - недостаточная степень уплотнения.
Рисунок - Пескомет мостовой мод. 24512
 1-мост(балка);
1-мост(балка);
2-колонны;
3-платформы для моста;
3а-привод моста;
4-механизм уплотнения;
4а-головка пескомета;
4б-привод головки;
4в-ролик транспортера;
4г-тележка механизма;
4д-привод тележки;
5-второй ролик транспортера;
6-транспортерная лента;
7-рельсы для пескомета;
8-рельсы для моста.
Достоинством пескомета мостового мод. 24512 является то, что нет жесткой связи с габаритами опок. Недостаток - недостаточная степень уплотнения за счет нечеткого формирования пакета.