

база Уфимского Топливно Энергетического Колледжа / фсякий полезный и безполезный мусор / домашка / дз / Группаши / Газизов дз / Газизов самостоятельная
.docx

ГАПОУ Уфимский топливно-энергетический колледж
Очное отделение
на тему:
организация,и технология ремонта магистральных центробежных насосов


Проверил:
_______ Газизов В.Т.
Выполнил студент группы 2ЭННУ-2:
______ Яндимиров О.В.
Уфа 2016
Технология ремонта центробежных насосов.
По виду ремонта центробежных насосов магистральных нефте- и нефтепродуктопроводов распределено следующим образом:
Текущий ремонт.
При данном виде ремонта вскрывают крышку насоса и проверяют состояние рабочих колёс, защитных колец и их крепления, состояние уплотнительных колец, состояние деталей разгрузки и защитных втулок вала. Если обнаруживаются дефекты, ротор разбирают, непригодные детали заменяют. Вскрывают и осматривают подшипники качения и скольжения, проверяют надёжность крепления масло отражательных колец. Разбирают торцовое уплотнение, шлифуют и притирают кольца пар трения, при необходимости заменяют резиновые уплотнительные кольца, пружины и другие детали. Вскрывают и заменяют повреждённые элементы фильтров.
Вскрывают соединительные муфты, проверяют их состояние, наличие и качество смазки.
После устранения всех дефектов производят сборку насоса с последующей центровкой насосного агрегата и опробованием насоса.
Средний ремонт
Включает все операции текущего ремонта с полной разборкой насоса. Кроме того, определяют степень коррозийного, эрозийного и механического износа деталей. Зачищают риски и забоины на деталях, заменяют все уплотнительные и защитные кольца и втулки. Очищают шпоночные канавки на валу и на рабочих колёсах с подгонкой шпонок. Промывают маслопровод и холодильник. Заменяют все прокладки. Разбирают и проверяют качество деталей всех вентилей и задвижек. Производят обязательную статическую балансировку ротора. После устранения выявленных дефектов насос собирают, центрируют и испытывают под нагрузкой.
Капитальный ремонт
ремонт включает полную разборку насоса на узлы и узлов на детали с заменой изношенных деталей или их восстановлением до номинальных размеров с учётом допусков и посадок согласно рабочим чертежам или техническим условиям на капитальный ремонт. Для этого производят промывку и дефлектовку деталей с обмером изношенных поверхностей.
Уточняют предварительно составленную дефектно-сметную документацию.
Обязательно восстанавливают вал с проточкой и шлифовкой его шеек или заменяют новым.
Перезаливают подшипники скольжения и заменяют подшипники качения. Заменяют рабочие колеса, защитные втулки и кольца, торцовые уплотнения. Ремонтируют или заменяют зубчатую муфту. Производят статическую и динамическую балансировку ротора. Промывают систему смазки и охлаждения насосного агрегата. Ремонтируют фундамент с заменой при необходимости
анкерных болтов и рам. Ремонтируют оградительные и другие устройства по технике безопасности и пожарной безопасности.
Производят покраску внутренней и наружной необработанных поверхностей деталей насоса, арматуры и трубопроводов согласно техническим условиям.
После сборки насоса производят центровку насосного агрегата и испытание его под нагрузкой. После капитального ремонта должны быть полностью восстановлены заводские параметры насоса.
По опыту эксплуатации центробежных насосов магистральных трубопроводов срок их службы до капитального ремонта колеблется в пределах 34 000—35 000 ч.
Аварийная остановка, если при этом требуется полная разборка насоса с заменой отдельных узлов и деталей, также относится к капитальному ремонту.
Во время капитального ремонта оборудование можно заменять полностью, если его восстановление невозможно, связано с неоправданно высокими затратами или оно морально устарело и не в состоянии обеспечить новые повышенные параметры эксплуатации установки. При капитальном ремонте оборудование часто модернизируют путём замены отдельных узлов.
Перед началом ремонта насоса принимаются меры, обеспечивающие безопасные условия работы бригады. Это такие меры как:
-подготовка полного комплекта специального и универсального инструмента;
-подготовка места для размещения снимаемых узлов и деталей;
-задвижки на приёмной и напорной линиях насоса, подлежащего ремонту должны быть закрыты;
-отсоединение вспомогательных трубопроводов с закрытием их отверстий заглушками (пробками);
-съем контрольно измерительных приборов и датчиков;
-слив остатков жидкости из насоса;
-отсоединение зубчатой муфты.
После снятия сальниковых уплотнений или отсоединения торцовых, проверяют положение ротора в корпусе насоса.
Правильное положение ротора определяют путём измерения расстояний между валом и расточкой сальниковой коробки по вертикали и горизонтали с обеих сторон насоса.
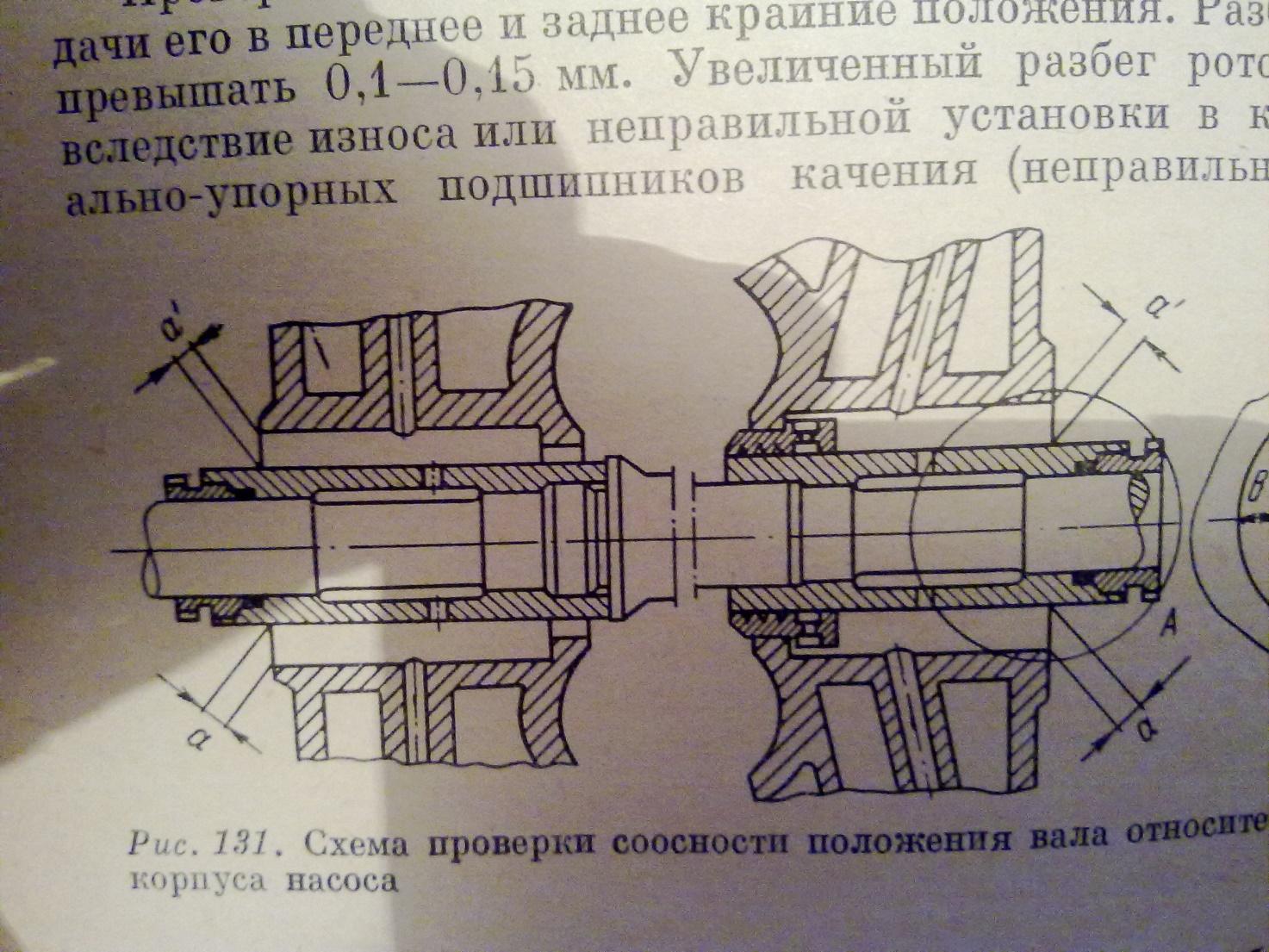
(Рис.1)
Проверяют осевой разбег ротора в корпусе насоса путём подачи его в переднее и заднее крайние положения. Разбег не должен превышать 0,1—0,15 мм. Увеличенный разбег ротора возможен вследствие износа или неправильной установки в корпусе ради-ально-упорных подшипников качения.
Снимают крышки подшипников, вынимают вкладыши, разбирают корпус насоса. Для этого отворачивают все колпачковые гайки шпилек по горизонтальному разъёму насоса. Поднимают крышку насоса, при этом необходимо следить за тем, чтобы не порвать паронитовую прокладку. Для отрыва крышки насоса используют отжимные винты, имеющиеся на крышке. Извлечённый из корпуса насоса ротор укладывают на стеллажи или металлические козлы, обязательно подкладывая под шейки деревянные подушки. Снимают с вала полумуфту, радиально-упорные подшипники, маслоотбойные кольца, торцовые уплотнения, детали щелевых уплотнений, проверяют их состояние. Полумуфту и подшипники снимают с вала с помощью специальных съёмников.
Разборка секционных центробежных насосов НМ с подачей 125—500 м3ч имеет отличительные особенности, так как эти насосы имеют вертикальный разъем секций корпуса. При разборке секционного центробежного насоса, кроме того, отсоединяют приёмный и нагнетательный патрубки. Разборку
отсоединённого насоса начинают со снятия и разборки подшипников. Снимают маслоотбойные кольца и кольцевые уплотнения. Если насосы оснащены торцовыми уплотнениями, необходимо соблюдать осторожность, чтобы не повредить вал и трущиеся пары торцовых уплотнений.
Соединительные муфты
. В насосных агрегатах перекачивающих станций для соединения валов насоса и электродвигателя чаще используют зубчатые и реже пальцевые муфты. Зубчатые муфты относят к типу компенсирующих.. Для компенсации наибольших угловых смещений валов зубчатые венцы втулок обрабатывают по сфере. Полость собранной муфты заполняют маслом. Передача вращения в зубчатых муфтах происходит через зубчатое зацепление. Наибольшему износу в этих муфтах подвергаются зубья. На них появляются заусенцы и вмятины, которые устраняют запиловкой с проверкой зубьев по шаблону. Посадочные места ступиц муфт восстанавливают либо наплавкой их электросваркой, затем расточкой до нужных размеров, либо расточкой отверстий на 18— 22 мм по диаметру с последующей запрессовкой втулки, внутренний диаметр которой растачивают до необходимых размеров. Сильно изношенные муфты заменяют. При разработке шпоночной канавки в каждой полумуфте следует прострогать эту канавку до размеров, устраняющих выработку изготавливают новую шпонку, подгоняют ее по гнезду вала и шпоночной канавке полумуфты.
Пальцевые муфты относятся к типу упруго демпфирующих, поскольку за счёт применения упругих деталей, изготавливаемых обычно из резины, допускают смещения одного вала относительно-другого и обеспечивают смягчение толчков, демпфирование крутильных колебаний, некоторую компенсацию монтажных неточностей и биений соединяемых валов.
Наиболее быстро изнашивающимися деталями пальцевых муфт являются соединительные пальцы. Поэтому их подвергают тщательной ревизии. Металлический конец каждого пальца должен плотно (без зазора) входить в отверстие одной полумуфты, а противоположный конец своими эластичными элементами (с зазором 0,5—1 мм на диаметр) — в отверстие другой полумуфты. Не допускается зазор между эластичными элементами и пальцами.
Радиально-упорные подшипники.
Наиболее характерными видами износа подшипников качения являются усталостное разрушение поверхностей беговых дорожек и шаров, поломка обойм и коррозия. Причинами выхода из строя радиально-упорных подшипников могут быть: работа подшипника без смазки, неправильная их установка, попадание в подшипники инородных тел при загрязнённой смазке. Существенное влияние на срок службы подшипников оказывают перегрузки при значительном износе уплотнительных колец в проточной части насоса, вызывающем осевой сдвиг ротора.
При ремонте насоса подшипники тщательно промывают, затем осматривают и проводят контрольный обмер радиальных и торцовых люфтов. При наличии дефектов или износа подшипники заменяют новыми.
Подшипники скольжения.
Дефекты, вызывающие необходимость ремонта подшипников скольжения, следующие: подплавле-ние или выкашивание баббитовой заливки или образование на вкладыше наплыва баббита; износ подшипников с увеличением зазоров между поверхностями трения подшипника скольжения и вала; нарушение чистоты их поверхностей. Причиной подплавления баббитовой заливки может быть отсутствие или прекращение поступления масла, недостаточное его охлаждение.
Износ подшипников вызывают попадание механических примесей, плохая заливка вкладышей, неудовлетворительное состояние шеек вала (шероховатость), плохая подгонка вкладышей к шейке вала. Вибрация насоса приводит к образованию трещин на баббитовой заливке, наклёпа, отслоения и выкашивания. При небольших дефектах возможны заплавка раковин и выкрошившихся участков баббитовой заливки, а также наплавка поясков для уменьшения боковых зазоров. Эти работы выполняют в тех случаях, когда заливка не отстаёт от корпуса или дефекты в ней не на всю глубину. Вкладыши, подлежащие ремонту, тщательно промывают в керосине и очищают. Изношенный слой баббита удаляют пламенем паяльной лампы или газовых горелок, нагревая вкладыши с тыльной стороны. Для удаления старого слоя баббита вкладыши можно помещать также в электропечи или погружать в тигель с расплавленным для новой заливки баббитом. Поверхность под заливку очищают металлической щёткой от полуды и обезжиривают в горячем 10%-ном растворе едкого натра, затем промывают горячей водой и сушат. Чтобы баббит лучше сцеплялся с поверхностью вкладыша, последнюю подвергают лужению.
Плавка баббита — ответственная операция. Расплавленный баббит не должен окисляться. Для этого его поверхность покрывают слоем сухого древесного угля толщиной 20—30 мм, а в процессе плавки периодически рафинируют NH4C1, перемешивая ложкой.
После полного затвердения баббита форму разбирают, и сердечник выколачивают лёгкими ударами. Затем вкладыши пригоняют друг к другу, укрепляют их и обрабатывают на токарном станке для достижения необходимого размера. К валу вкладыши пригоняют шабровкой.
Валы.
Основными дефектами валов центробежных насосов являются прогиб, износ шеек, шпоночных канавок и резьба. Аварии с валами насосов при перекачке нефти и нефтепродуктов приводят к серьёзным последствиям, поэтому к выбору материалов, технологии изготовления и ремонту валов необходимо подходить очень серьёзно.
Искривление валов обычно происходит в результате выхода из строя подшипников или задевания частей ротора за неподвижные детали насоса.
Задевание ротора возможно при износе подшипников скольжения или неправильной радиальной и осевой центровке его в корпусе, в результате чего зазор между вращающимися деталями ротора и не вращающимися деталями корпуса распределяется неправильно. При выявлении указанных неисправностей необходимо произвести перецентровку ротора с доведением зазоров go нормальных размеров.
Шейки вала изнашиваются в основном в результате попадания механических примесей в узел подшипника, а также при некачественной или недостаточной смазке. Шейка вала вырабатывается неравномерно, при этом теряется чистота поверхности.
Способ и технология ремонта вала в каждом конкретном случае зависят от характера и размеров дефекта, а также технической оснащённости ремонтной базы. Погнутые валы выправляют механически в холодном состоянии или при нагревании. Первый способ прост и позволяет добиться достаточной точности, однако при этом на отдельных участках вала возникают перенапряжения, вследствие чего заметно снижается его усталостная прочность. Правку производят с помощью пресса или домкрата.
Для термической правки вал устанавливают в центрах токарного станка выпуклостью вверх. Участок вала, имеющий наибольший изгиб, закрывают асбестовым листом, который имеет окно для нагрева дефектного участка. Нагрев с применением горелок ведут интенсивно до температуры 500—550.° С (нагретый участок должен принять едва заметный темно-красный оттенок). Нагретое место вала закрывают асбестом во избежание закалки. Если после этого вал не выпрямился, его повторно разогревают.
По окончании правки вала его нужно отжечь для ликвидации остаточных напряжений. Отжиг производят горелками, равномерно прогревая вал по всей длине. При этом он должен вращаться с частотой 15—20 обмин. После прекращения прогрева вал необходимо вращать до полного его остывания.
Вал разрешается использовать, если его биение не более 0,015 мм. Изношенные шейки вала протачивают на токарном станке с последующей шлифовкой посредством переносной шлифовальной головки, укреплённой на суппорте токарного станка, либо просто шлифуют, когда повреждения шейки вала незначительны и слой. Сильный износ шеек вала или необходимость восстановления их до номинальных размеров требует применения методов нанесения металла на изношенную поверхность, что может быть выполнено наплавкой или металлизацией. Поверхность вала предварительно обрабатывают на токарном станке, снимая стружку на такую глубину, чтобы вся наплавляемая поверхность оказалась обработанной. Это позволяет обеспечить хорошие условия для наплавки и выдержать одинаковую толщину наплавляемого слоя. Наплавку можно производить вручную, однако при использовании машины достигается большая равномерность и высокое качество наплавленного слоя.
Валики наплавляемого металла могут быть направлены вдоль оси вала или по спирали (рис. 136). При спиральной наплавке коробление вала сводится до минимума. При спиральной наплавке наплавляемый вал медленно вращают в центрах токарного станка, на суппорте которого установлена автоматическая сварочная головка.. В зависимости от применяемого источника тепла различают газовую, электродуговую высокочастотную, тигельную и плазменную металлизацию. Напыляемый материал можно применять в виде проволоки, ленты или порошка. Наибольшее распространение получили электродуговые и газовые металлизаторы проволочного типа.
Металлизация не вызывает деформации восстанавливаемой детали. Для получения хорошего сцепления наносимого слоя металла важно правильно провести подготовку. Она заключается в очистке поверхности вала от грязи, масла, окислов и создании шероховатой поверхности. В случае забоин на резьбе вал устанавливают в центрах токарного станка и резьбу восстанавливают резцом. При значительных повреждениях резьбы участок вала с резьбой протачивают до ее основания и наплавляют до соответствующих размеров. Затем производят механическую обработку наплавленного участка и нарезание резьбы.
Изношенные шпоночные пазы на валах восстанавливают несколькими способами. Если шпоночное соединение не должно фиксировать положение детали относительно вала, оставляют изношенный шпоночный паз, зачистив предварительно острые кромки его, и под некоторым углом к старому пазу размечают, затем фрезеруют новый паз по первоначальным размерам.
Если же шпоночное соединение строго фиксированное, необходимо восстановить изношенный паз. Обычно это осуществляют электродуговой наплавкой смятых кромок либо заваркой шпоночного паза полностью. На месте наплавки размечают и фрезеруют новый паз.
Выполнение наплавки требует предварительной подготовки наплавляемых поверхностей. Они должны быть очищены от коррозии и обезжирены. Материал электрода подбирают в соответствии с качеством основного металла.
Наплавленный материал имеет повышенную твёрдость, что значительно осложняет обработку. Поэтому иногда прибегают к расширению изношенного паза, увеличивая его размеры по обе стороны от продольной оси. Наибольшее расширение паза не должно превышать 15% первоначальной ширины. По размеру нового паза изготовляют шпонку, а на ответной детали расширяют канавку под новую шпонку или шпонку делают ступенчатой.
Рабочие колеса.
Рабочие колеса выходят из строя по причине эрозийного, коррозийного и механического износа, а также при попадании в насос посторонних тел.
Механический износ происходит в результате неправильной сборки насоса или разрушения радиально-упорных подшипников, приводящих к трению рабочего колеса о неподвижные детали корпуса.
При сильном износе, приводящем к нарушению рабочих параметров насоса, рабочие колеса заменяют новыми.
При местных дефектах возможна наплавка металла с последующей обработкой колёс на токарном станке. После ремонта обязательна балансировка рабочего колеса.
Недостаточные зазоры в проточной части насоса или смещение ротора в радиальном направлении в случае износа подшипников скольжения приводит к износу уплотнительных и защитных колец рабочего колеса. Возможен также износ его дисков вблизи этих колец. Ремонт таких колёс заключается в замене защитных колец или проточке уплотнительных поверхностей. Изношенные уплотнительные кольца заменяют новыми.
Корпус насоса
Наиболее вероятными дефектами корпуса центробежного насоса являются коррозийный износ отдельных мест внутренней полости, дефекты отливки, обнаруженные в процессе эксплуатации насоса (свищи), износ посадочных мест, забоины и риски плоскости разъёма, местные трещины.
Коррозийный износ отдельных мест корпуса устраняют при помощи наплавки металла. При подготовке дефектных мест под сварку зачищают их от нефти и следов коррозии при помощи пневматических зубил и шлифовальных машинок с абразивным кругом. Стенки подготовленного под сварку корпуса должны быть скошены под угол.
Для сварки стальных корпусов подбирают электроды, соответствующие основному металлу корпуса. При наплавке рекомендуется ускоренное охлаждение корпуса.
Корпус из чугуна заваривают комбинированными медно-стальными электродами или специальными электродами для чугуна.
Дефекты отливки корпуса исправляют также методом наплавки или постановкой резьбовых ввертевшей, концы которых следует заварить.
Появившиеся в корпусе трещины устраняют путём тщательной разделки кромки трещины и заварки дефектного участка. При этом необходимо установить действительные границы трещины, а на концах ее просверлить отверстия диаметром 6—8 мм под резьбовые ввертыгпи. Границы трещины определяют, обильно смачивая повреждённый участок керосином, в который можно добавить графит. Через 10 мин поверхность насухо протирают и покрывают слоем мела, разведённого в бензине. Бензин быстро испаряется и на покрытой мелом поверхности просочившийся керосин чётко укажет контуры трещины.
^ Риски, забоины и вмятины на плоскостях разъёма корпусов устраняют зачисткой шабером. При значительном износе и неровностях корпус следует демонтировать и плоскости разъёма лрофрезеровать или проточить. Обработанные поверхности разъёма необходимо пришабрить и убедиться в плотном прилегании крышки к корпусу насоса на краску. Шабровка считается удовлетворительной при наличии не менее 8—10 пятен на площади 25 х 25 мм. Износ посадочных мест корпуса под уплотнения устраняют также заваркой и расточкой этих мест. Расточку выполняют до номинальных размеров на расточном станке. Возможна также расточка изношенных мест и запрессовка втулок с последующей их расточкой до номинальных размеров у насосов с вертикальной плоскостью разъёма.
Сборка ротора.
Перед сборкой все детали ротора промывают керосином и тщательно осматривают. Удаляют забоины на деталях, заусенцы, ряски. Сопрягаемые поверхности смазывают тонким слоем масла. Детали ротора надевают на вал в последовательности согласно чертежу. Следует обращать внимание на правильность установки рабочего колеса на вал. У правильно установленного рабочего колеса лопатки отогнуты назад по направлению вращения ротора. У многоступенчатых насосов спирального типа рабочие колеса правого вращения надеваются на вал со стороны положения муфты, а рабочие колеса левого вращения — со стороны радиально-упорных подшипников. У правильно собранного ротора наклон лопаток всех колёс направлен в одну сторону, т. е. лопатки отогнуты назад по ходу вращения ротора.
Вследствие неточности изготовления, отклонения от правильной формы, наличия раковин, вращающиеся детали могут оказаться неуравновешенными. Неуравновешенность приводит к появлению инерционных сил, перегружающих опоры и вызывающих вибрацию насоса. Вибрация же вызывает нарушение центровки насосного агрегата и преждевременный выход его из строя.
Различают статическую и динамическую балансировку ротора и его деталей. При статической балансировке устраняют неуравновешенность, появившуюся вследствие смещения центра тяжести системы, опытным путём определяя наиболее лёгкую и тяжёлую части детали или ротора, при этом деталь или ротор не приводят во вращение. Облегчая тяжёлую или утяжеляя лёгкую части детали или ротора, достигают необходимого уравновешивания.
Статическую балансировку производят на горизонтальных параллелях — или на дисках. Изготовленные с высокой точностью стальные закалённые ножи с трапециевидным сечением устанавливают так, чтобы их рабочие поверхности находились строго в одной горизонтальной плоскости. Ширина рабочих поверхностей ножей обычно колеблется от 5 до 8 мм в зависимости от массы балансируемого ротора. Диаметр дисков (роликов) балансируемого приспособления в 6—8 раз превышает диаметр вала балансируемого ротора (детали). Ролики устанавливают так, чтобы ось вращения балансируемого ротора была строго горизонтальна.
Ремонт торцового уплотнения.
Торцовые уплотнения выходят из строя по причине износа пар трения и резиновых уплотнительных колец, а также по причине поломки пружин.
Торцовое уплотнение разбирают, детали уплотнения промывают в керосине и осматривают. Выявленные дефекты устраняют.
Сборка насосов
. Устанавливают нижние половины вкладышей подшипников скольжения, при этом особое внимание обращают на посадку их в корпусе и состояние поверхностей скольжения и разъёма.
Проверяют установочные радиальные зазоры в щелевых уплотнениях путём замера внутренних диаметров деталей уплотнений и соответствующих мест по ротору.
При монтаже торцового уплотнения, у которого вращающееся кольцо жёстко закрепляется на валу или на гильзе вала, необходимо проверить индикатором часового типа торцовое и радиальное биение этого контактного кольца.
. Удельное нагружение контакта пары трения у смонтированного уплотнения в процессе работы должно быть равно расчётному. При монтаже необходимо, чтобы сжатие пружин соответствовало расчётному. При большем сжатии пружин пара трения будет работать в режиме сухого трения, быстро нагреется и выйдет из строя.
. Затем на вал насаживают радиально-упорные подшипники качения. Для этого последние предварительно подогревают в масляной ванне до 90—100° С. Подшипники при нагреве подвешивают так, чтобы они не касались дна и стенок сосуда. Подшипники запрессовывают на вал при помощи монтажной втулки и молотка. Внутренняя обойма подшипника упирается в буртик вала или кольцо, устанавливаемое между буртиком и обоймой, при этом торцовая опорная поверхность должна быть проверена на перпендикулярность по окраске специальной монтажной втулкой, надеваемой на вал вместо подшипника.
После этого контролируют зазоры в проточной части насоса. При правильной сборке подшипников радиальные зазоры на сторону должны быть одинаковыми по двум взаимно перпендикулярным диаметрам. Обязательна проверка лёгкости его вращения от руки. Рабочие колеса должны занимать центральное положение в спирали корпуса. Это достигается путём установки дистанционного кольца 1 на валу радиально-упорного подшипника. Затягивают крышки корпуса подшипников скольжения, предварительно положив прокладку по разъёму подшипника.
Следующей операцией является установка верхней половины корпуса насоса, при этом тщательно проверяют качество прокладки по разъёму и плотное прилегание верхней половины корпуса к нижней. Прокручивают ротор и убеждаются в отсутствии заеданий. Подсоединяют линии вспомогательных трубопроводов и контрольно-измерительные приборы.