

Самолетостроение
.pdfРис. 3 Образец силовой части воздушного тормоза
11
5 Технология изготовления образца
Технологический процесс изготовления сотовых конструкций с обшивками из композиционных материалов оказывает определяющее влияние на трудоемкость изготовления оснастки и конструкции, на весовую и прочностную эффективность зоны соединения, и, что очень важно, на область применения сотовых конструкций и на их качество.
Под традиционной технологией понимается технология, при которой все элементы поставляются на сборку в отвержденном виде, а окончательная операция - их сборка-склейка.
Существующие методы контроля качества определяют наличие или отсутствие зазоров между склеиваемыми деталями (между обшивками и сотами,
между окантовывающими профилями и сотами (по скосам) и с обшивками), но не дают ответа на вопрос о прочности соединения. Поэтому данный технологический процесс, особенно для конструкций двойной кривизны, не гарантирует качественную (с точки зрения прочности) склейку обшивок с сотами и окантовывающих профилей с сотами и с обшивками.
Традиционный технологический процесс изготовления сотовых конструкций с обшивками из композиционных материалов:
1. |
требует наличия большого количества |
согласованной |
с |
большой |
точностью оснастки; |
|
|
|
|
2. |
является процессом трудоемким и |
энергоемким, |
что |
удорожает |
конструкцию;
3.не обеспечивает гарантированное качество изделий;
4.создает значительные трудности при создании зоны соединения;
5.ограничивает область применения сотово-композиционных конструкций.
Под совмещенной технологией понимается технология, при которой
полимеризация обшивок, склейка их с сотами и между собой и образование зоны
стыка происходит за одну операцию.
12
Одновременная полимеризация обшивок и их склейка с сотами
обеспечивает гарантированное качество изделия.
Совмещенный технологический процесс изготовления сотовых конструкций с обшивками из композиционных материалов:
1.требует одной оснастки;
2.является процессом производительным;
3.гарантирует качество изделия;
4.позволяет применять новые эффективные типы разъемных и неразъемных соединений (в конструкции воздушного тормоза применены шиповые соединения);
5.позволяет неограниченно расширить область применения сотово-
композицонных конструкций.
Образец воздушного тормоза изготавливается по совмещенной технологии.
Оснасткой для обшивок являются верхняя и нижняя поверхности сотового заполнителя и законцовочного профиля.
Выводы
1Разработан новый тип конструкции воздушных тормозов и интерцепторов самолета.
2.Создана твердотельная математическая модель образца силовой части воздушного тормоза, проведен прочностной расчет образца, выпущена конструкторская документация для изготовления образца.
3.Данный тип конструкции может быть применен также для элеронов,
элевонов, рулей высоты и направления.
4.Соединения с применяем шипов можно применить в конструкциях элементов механизации крыла, переднего горизонтального оперения,
ЦПГО, местах стыков композитных панелей крыла и оперения с металлическими элементами каркаса, композитных балках пола т.д.
13
Список литературы
1.«Проектирование конструкций самолетов» Е.С. Войт, А.И. Ендогур и др.
М.: Машиностроение, 1987 г.
2.«Справочная книга по расчету самолета на прочность» М.Ф. Астахов
М.: Оборонгиз, 1954 г.
3.«Конструкция самолетов» Г.И. Житомирский
М.: Машиностроение, 1995 г.
4.Учебное пособие по курсовому проектированию «Проектирование и изготовление узлов и деталей планера самолёта из композитных материалов»
Ю.И. Попов, В.И. Резниченко М.: МАИ, 1994 г.
5.«Инженерная методика проектирования авиационных конструкций из композиционных материалов»
А.А. Акименко М. 1997 г.
14
Приложение 1
Проектировочный расчет образца силовой части воздушного тормоза
15
1 Исходные данные
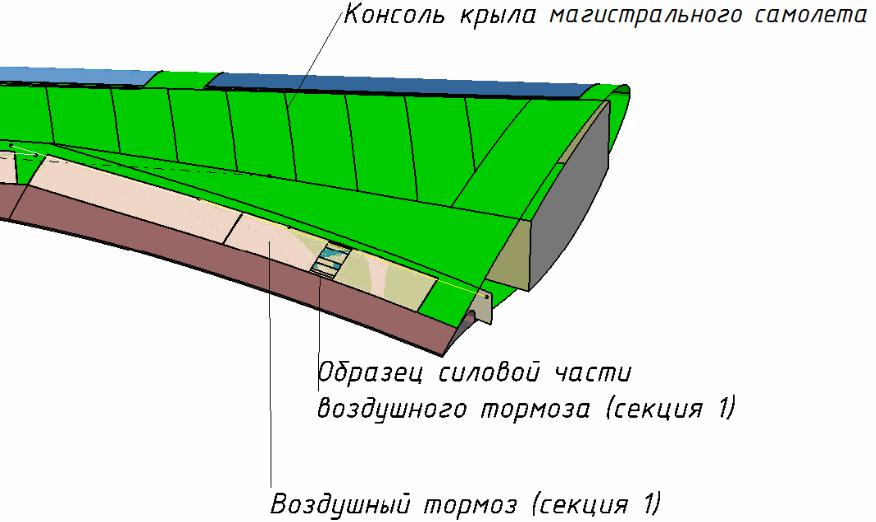
1.1Место расположения образца
Рис. 1
16
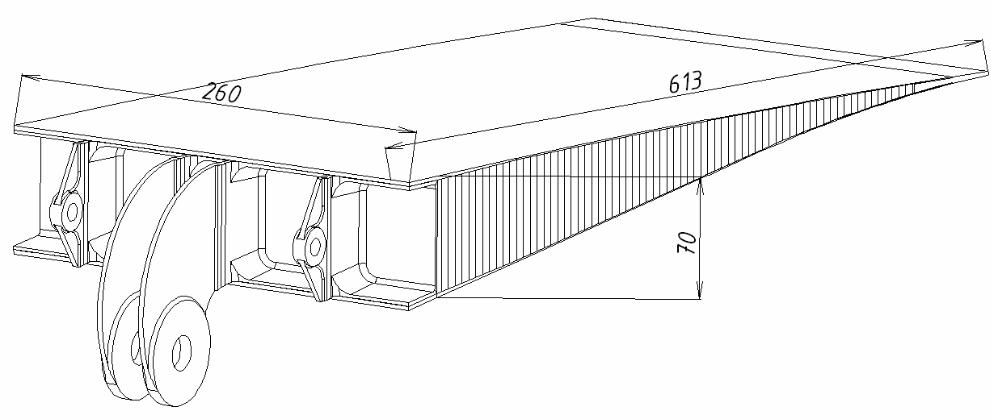
1.2 Геометрические параметры образца
Рис. 2
17

1.3 Нагрузки, действующие на воздушный тормоз (секция 1)
Считаем, что нагрузки, действующие на воздушный тормоз (секция 1), полностью воспринимаются образцом
Рис. 3 |
Рис. 4 |
18
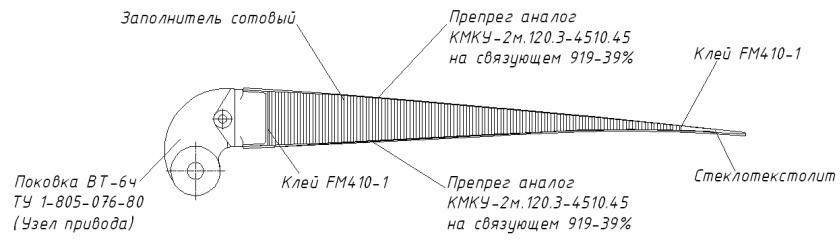
1.4 Материалы, примененные в конструкции образца
Рис. 5
1.5 Свойства материалов
∙Поковка ВТ-6ч ТУ 1-805-076-80 - σв=84 кгс/мм2, плотность 4,5 г/см3
∙Препрег аналог КМКУ-2м.120.3-4510.45 на связующем 919-39% , плотность 1,5 г/см3:
-толщина монослоя δ=0,13 мм
-σ+1= 195,4 кгс/мм2
-σ -1= 99,4 кгс/мм2
∙Заполнитель сотовый COREMASTER №636 CN1-4,0-96 Company SCHUTZ, плотность 96 кг/м3
-предел прочности при сдвиге в направлении клеевых полос τL=32 кгс/см2
∙Стеклотекстолит с пределом прочности при разрыве по утку не менее 12 кгс/мм²,плотность 1,9 г/см3
19

2 Расчет композиционной части образца (обшивок, заполнителя сотового и стеклотекстолитового профиля)
2.1 Расчетная нагрузка, действующая на образец шириной 26 см
P p = Pmaxэ × f × fк ,
где: f=1,5 – коэффициент безопасности
fк=1,25 – дополнительный коэффициент безопасности для композиционных материалов
P p = 2141 ×1,5 ×1,25 = 3853,8 @ 3860(кгс)
2.2 Расчетная нагрузка, действующая на образец шириной 1 см (погонная нагрузка)
P = 3860 = 148,46 150(кгс) 26
20