

4.Операционная карта для детали
|
Разработал |
Жуковской А.О. |
2ДЛА-275 |
Кафедра ТППДЛА | ||||||||
|
|
Деталь | ||||||||||
|
Операция |
№ |
Материал | |||||||||
|
|
005 |
38Х2МЮА | |||||||||
|
Профиль заготовки |
Твердость | ||||||||||
|
|
| ||||||||||
|
Оборудование |
№ программы | ||||||||||
|
CHEVALIER2040-L
|
О001 | ||||||||||
|
№ |
Содержание перехода |
Инструмент |
Схема наладки | ||||||||
|
ПЕРВЫЙ УСТАНОВ | |||||||||||
|
1 Подрезка
торца Подрезной
резец | |||||||||||
|
2 |
Продольное обтачивание |
Проходной резец |
| ||||||||
|
3 |
Обработка канавки |
Проходной отогнутый резец |
| ||||||||
|
4 |
Расточка внутреннего отверстия |
Расточной резец |
| ||||||||



|
ВТОРОЙ УСТАНОВ | |||
|
5 |
Финишная обработка |
Проходной резец |
|
|
6 |
Центровка отверстий |
Центровочное сверло |
|
|
7 |
Сверление отверстий |
Сверло спиральное |
|
|
8 |
Фрезерование контура |
Концевая фреза |
|
|
|
|
Сверло спиральное |
|
|
|
|
Сверло спиральное |
|
|
|
|
Сверло спиральное |
|

5.Тестирование управляющей программы
5.1 Тестирование управляющей программы с эскизами траекторий обработки по переходам
Таблица 3. Этапы фрезерной обработки
|
1.Подрезка торца |
|
|
2. Продольное обтачивание |
|
|
3.Обработка канавки |
|
|
4.Расточка внутренней поверхности |
|
|
5.Финишная обработка |
|




|
6. Центрировать отверстия |
|
|
7. Сверление отверстий |
|
|
8.Фрезерование контура |
|


5.2 Список переходов. Первый установ
(PROGRAM NAME - ТОКАРКА ДИПЛ4)
(DATE=DD-MM-YY - 31-03-17 TIME=HH:MM - 18:10)
(MCX FILE - E:\СТУДЕНТЫ 4 КУРСА\2ДЛА-4ДБ-275\ЖУКОВСКАЯ\ЧПУ\ТОКАРКА ДИПЛ4.MCX)
(NC FILE - D:\MASTERCAM\LATHE\NC\ТОКАРКА ДИПЛ4.NC)
(MATERIAL - ALUMINUM MM - 2024)
G21
(TOOL - 1 OFFSET - 1)
(OD ROUGH RIGHT - 80 DEG. INSERT - CNMG 12 04 08)
G0 T0101
G18
G97 S1932 M03
G0 G54 X90.6 Z37.561
G50 S3600
G96 S550
G99 G1 X65.172 F.5
G0 Z39.561
X113.239 Z38.
Z10.3
G1 Z8.3
Z4.2
X117.023
X119.851 Z5.614
G0 Z10.3
X109.455
G1 Z8.3
Z4.2
X113.639
X116.467 Z5.614
G0 Z10.3
X105.671
G1 Z8.3
Z4.2
X109.855
X112.683 Z5.614
G0 Z12.255
X101.887
G1 Z10.255
Z4.2
X106.071
X108.899 Z5.614
G0 Z19.66
X98.103
G1 Z17.66
Z4.2
X102.287
X105.116 Z5.614
G0 Z27.064
X94.319
G1 Z25.064
Z4.2
X98.503
X101.332 Z5.614
G0 Z34.469
X90.536
G1 Z32.469
Z4.2
X94.719
X97.548 Z5.614
G0 Z40.579
X86.752
G1 Z38.579
Z4.2
X90.936
X93.764 Z5.614
G0 Z40.7
X82.968
G1 Z38.7
Z34.157
G18 G3 X83.795 Z33.911 R1.
G1 X84.806 Z33.411
G3 X85.4 Z32.7 R1.
G1 Z4.2
X87.152
X89.98 Z5.614
G0 Z40.7
X79.184
G1 Z38.7
Z34.2
X82.389
G3 X83.368 Z34.072 R1.
G1 X86.196 Z35.486
G0 Z40.7
X75.4
G1 Z38.7
Z36.
Z34.736
G2 X76.5 Z34.2 R.6
G1 X79.584
X82.412 Z35.614
G28 U0. V0. W0. M05
T0100
M01
(TOOL - 10 OFFSET - 10)
(ID FINISH MIN. 20. DIA. - 55 DEG. INSERT - DCMT 11 T3 04)
G0 T1010
G18
G97 S2876 M03
G0 G54 X60.863 Z40.
G50 S3600
G96 S550
G1 Z38. F.4
Z20.4
X60.
X57.172 Z21.814
G0 Z40.
X63.725
G1 Z38.
Z20.4
X60.463
X57.634 Z21.814
G0 Z40.
X66.588
G1 Z38.
Z20.4
X63.325
X60.497 Z21.814
G0 Z37.674
G28 U0. V0. W0. M05
T1000
M01
(TOOL - 1 OFFSET - 1)
(OD ROUGH RIGHT - 80 DEG. INSERT - CNMG 12 04 08)
G0 T0101
G18
G97 S3018 M03
G0 G54 X58. Z38. M8
G50 S3600
G96 S550
G1 Z36. F.5
X66.4
X73.4
G18 G3 X75. Z35.2 R.8
G1 Z34.726
G2 X76.486 Z34. R.8
G1 X82.389
G3 X83.514 Z33.769 R.8
G1 X84.525 Z33.269
G3 X85. Z32.7 R.8
G1 Z4.
X113.423
G3 X115.023 Z3.2 R.8
G1 Z0.
X117.851 Z1.414
M9
G28 U0. V0. W0. M05
T0100
M30
2 установ
O0000
(PROGRAM NAME - СВЕРЛО-ФРЕЗА )
(DATE=DD-MM-YY - 31-03-17 TIME=HH:MM - 18:11 )
N100 G21
N102 G0 G17 G40 G49 G80 G90
( 38. DRILL TOOL - 48 DIA. OFF. - 48 LEN. - 48 DIA. - 6.25 )
N104 T48 M6
N106 G0 G90 G54 X-47.574 Y-.081 A0. S603 M3
N108 G43 H48 Z10.
N110 G99 G81 Z-11.878 R10. F5.7
N112 X-.074 Y47.419
N114 X47.426 Y-.081
N116 X-.074 Y-47.581
N118 G80
N120 M5
N122 G91 G28 Z0.
N124 G28 X0. Y0. A0.
N126 M01
( 8. DRILL TOOL - 18 DIA. OFF. - 18 LEN. - 18 DIA. - 8. )
N128 T18 M6
N130 G0 G90 G54 X-.074 Y47.419 A0. S1432 M3
N132 G43 H18 Z10.
N134 G99 G81 Z-7. R10. F6.8
N136 X47.426 Y-.081
N138 X-.074 Y-47.581
N140 X-47.574 Y-.081
N142 G80
N144 M5
N146 G91 G28 Z0.
N148 G28 X0. Y0. A0.
N150 M01
( 4. FLAT ENDMILL TOOL - 213 DIA. OFF. - 213 LEN. - 213 DIA. - 4. )
N152 T213 M6
N154 G0 G90 G54 X43.413 Y-37.911 A0. S3500 M3
N156 G43 H213 Z9.
N158 Z-1.
N160 G1 X40.585 Y-35.083 F2.2
N162 G3 X34.928 R4.
N164 G1 X32.87 Y-37.026 Z-1.074
N166 X30.704 Y-38.849 Z-1.148
N168 X28.438 Y-40.544 Z-1.222
N170 X26.079 Y-42.108 Z-1.297
N172 X23.634 Y-43.534 Z-1.371
N174 X21.111 Y-44.818 Z-1.445
N176 X18.52 Y-45.956 Z-1.519
N178 X15.867 Y-46.944 Z-1.593
N180 X13.163 Y-47.778 Z-1.667
N182 X12.301 Y-48.09 Z-1.691
N184 X11.497 Y-48.529 Z-1.715
N186 X10.769 Y-49.086 Z-1.739
N188 X10.134 Y-49.747 Z-1.763
N190 X9.608 Y-50.496 Z-1.787
N192 X9.202 Y-51.318 Z-1.811
N194 X8.591 Y-52.573 Z-1.848
N196 X7.811 Y-53.731 Z-1.884
N198 X6.877 Y-54.77 Z-1.921
N200 X5.808 Y-55.668 Z-1.958
N202 X4.624 Y-56.408 Z-1.994
N204 X3.349 Y-56.977 Z-2.031
N206 X2.007 Y-57.362 Z-2.067
N208 X.624 Y-57.556 Z-2.104
N210 X-.772 Z-2.141
N212 X-2.155 Y-57.362 Z-2.177
N214 X-3.497 Y-56.977 Z-2.214
N216 X-4.772 Y-56.408 Z-2.25
N218 X-5.956 Y-55.668 Z-2.287
N220 X-7.025 Y-54.77 Z-2.324
N222 X-7.959 Y-53.731 Z-2.36
N224 X-8.739 Y-52.573 Z-2.397
N226 X-9.349 Y-51.318 Z-2.433
N228 X-9.756 Y-50.496 Z-2.457
N230 X-10.282 Y-49.747 Z-2.481
N232 X-10.917 Y-49.086 Z-2.505
N234 X-11.645 Y-48.529 Z-2.529
N236 X-12.449 Y-48.09 Z-2.553
N238 X-13.31 Y-47.778 Z-2.577
N240 X-16.173 Y-46.89 Z-2.656
N242 X-18.976 Y-45.83 Z-2.734
N244 X-21.71 Y-44.602 Z-2.813
N246 X-24.364 Y-43.211 Z-2.891
N248 X-26.93 Y-41.662 Z-2.97
N250 X-29.397 Y-39.961 Z-3.048
N252 X-31.757 Y-38.113 Z-3.127
N254 X-34. Y-36.126 Z-3.205
N256 X-36.119 Y-34.007 Z-3.284
N258 X-38.106 Y-31.763 Z-3.362
N260 X-39.954 Y-29.404 Z-3.441
N262 X-41.655 Y-26.937 Z-3.519
N264 X-43.204 Y-24.371 Z-3.598
N266 X-44.595 Y-21.717 Z-3.676
N268 X-45.823 Y-18.983 Z-3.755
N270 X-46.883 Y-16.179 Z-3.833
N272 X-47.771 Y-13.317 Z-3.912
N274 X-48.083 Y-12.456 Z-3.936
N276 X-48.522 Y-11.652 Z-3.96
N278 X-49.079 Y-10.924 Z-3.984
N280 X-49.74 Y-10.289 Z-4.008
N282 X-50.49 Y-9.763 Z-4.032
N284 X-51.311 Y-9.356 Z-4.056
N286 X-52.566 Y-8.745 Z-4.092
N288 X-53.725 Y-7.966 Z-4.129
N290 X-54.763 Y-7.032 Z-4.166
N292 X-55.661 Y-5.963 Z-4.202
N294 X-56.401 Y-4.779 Z-4.239
N296 X-56.97 Y-3.504 Z-4.275
N298 X-57.355 Y-2.162 Z-4.312
N300 X-57.55 Y-.779 Z-4.349
N302 Y.617 Z-4.385
N304 X-57.355 Y2. Z-4.422
N306 X-56.97 Y3.342 Z-4.458
N308 X-56.401 Y4.618 Z-4.495
N310 X-55.661 Y5.801 Z-4.532
N312 X-54.763 Y6.87 Z-4.568
N314 X-53.725 Y7.804 Z-4.605
N316 X-52.566 Y8.584 Z-4.641
N318 X-51.311 Y9.195 Z-4.678
N320 X-50.49 Y9.601 Z-4.702
N322 X-49.74 Y10.128 Z-4.726
N324 X-49.079 Y10.762 Z-4.75
N326 X-48.522 Y11.49 Z-4.774
N328 X-48.083 Y12.294 Z-4.798
N330 X-47.771 Y13.156 Z-4.822
N332 X-47.116 Y15.324 Z-4.881
N334 X-46.362 Y17.461 Z-4.941
N336 X-45.511 Y19.56 Z-5.
N338 G2 X-13.31 Y47.617 R49.5
N340 G3 X-9.349 Y51.156 R6.
N342 G2 X9.202 R10.
N344 G3 X13.163 Y47.617 R6.
N346 G2 X47.624 Y13.156 R49.501
N348 G3 X51.163 Y9.195 R5.999
N350 G2 Y-9.356 R10.
N352 G3 X47.624 Y-13.317 R6.001
N354 G2 X34.928 Y-35.083 R49.5
N356 X13.163 Y-47.778 R49.5
N358 G3 X9.202 Y-51.318 R6.
N360 G2 X-9.349 R10.
N362 G3 X-13.31 Y-47.778 R6.001
N364 G2 X-47.771 Y-13.317 R49.499
N366 G3 X-51.311 Y-9.356 R6.001
N368 G2 Y9.195 R10.
N370 G3 X-47.771 Y13.156 R6.
N372 G2 X-45.511 Y19.56 R49.5
N374 G3 X-47.595 Y24.819 R3.999
N376 G1 X-51.267 Y26.406
N378 G0 Z9.
N380 M5
N382 G91 G28 Z0.
N384 G28 X0. Y0. A0.
N386 M30
%
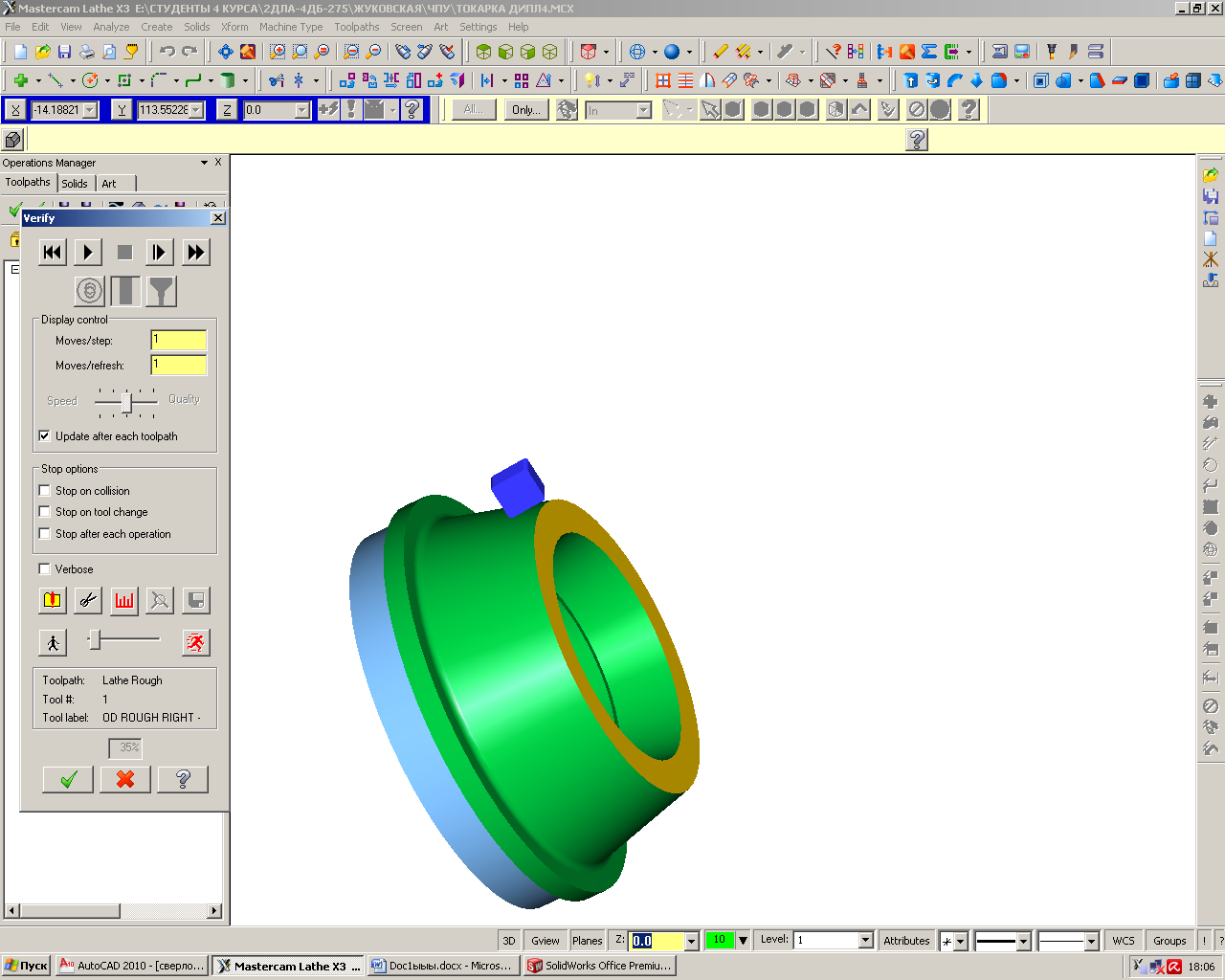
ВЫВОД
В ходе данной работы были получены навыки проектирования и оптимизации технологических процессов для обработки на оборудовании с числовым программным управлением. Освоены основные элементы CAM-системы.
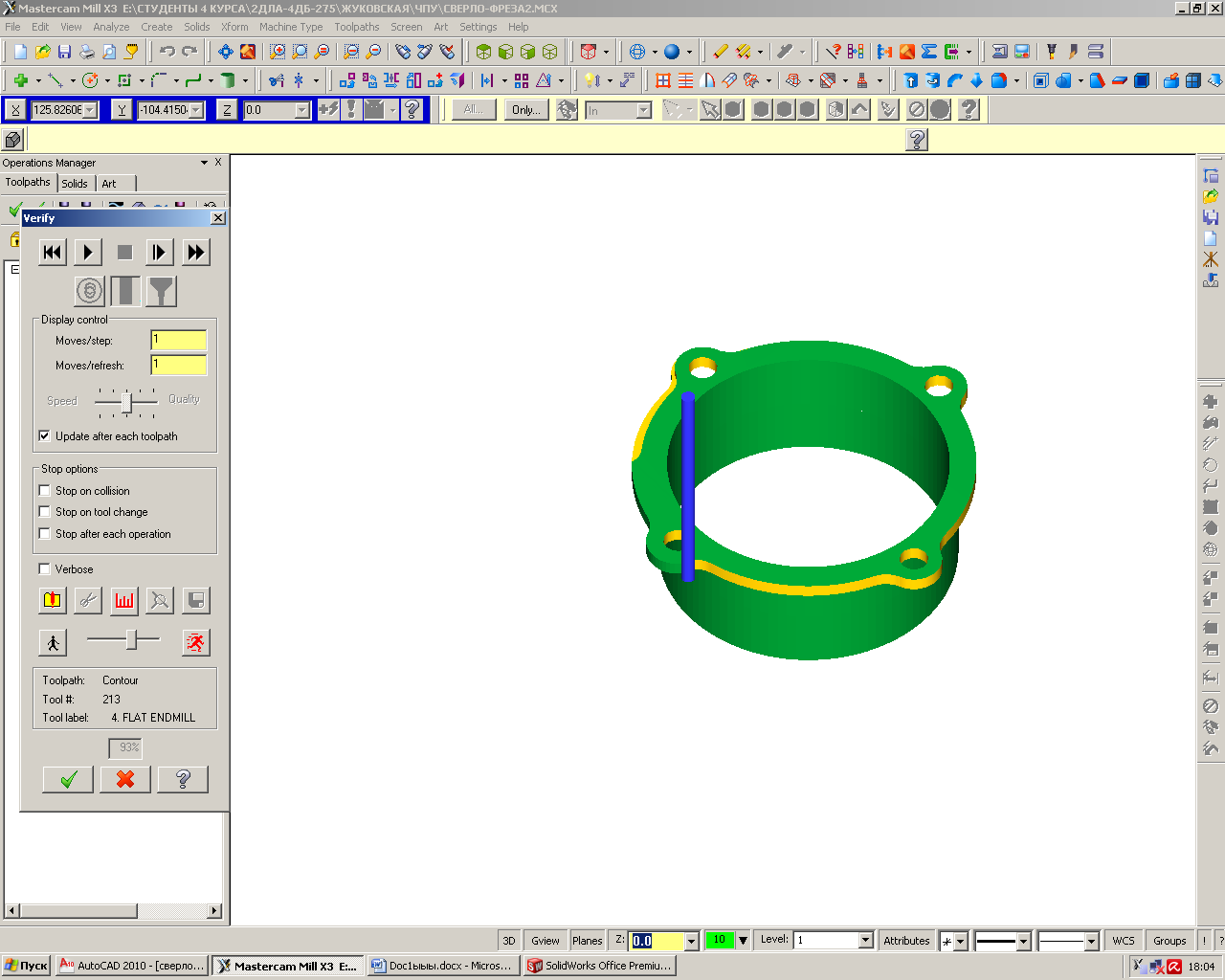
Важным моментом является то, что нужно выбрать правильную стратегию производства, грамотно подбирать размеры инструмента, размеры державки и вылеты, учитывать вход и выход инструмента, т.к. все это влияет на правильность обработки. ПрограммаMastercamс помощью модаVerifyвизуализирует процесс обработки, дабы понять пользователю правильно ли подобран инструмент и как проходит обработка. Встроенный модульCAD-системы, хоть и простой, но позволяет редактировать элементарные вещи, такие как, например, контур заготовки.
При проектировании и оптимизации технологических процессов для обработки детали был рассмотрен вариант использования одного технологического оборудовании. Для данной детали требуется два установа.