

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ
«Московский авиационный институт
(национальный исследовательский университет)» (МАИ)
Институт №2 «Аэрокосмические конструкции, технологии и системы управления»
Кафедра «Технология проектирования и производства двигателей летательных аппаратов»
РАСЧЕТНО-ГРАФИЧЕСКАЯ РАБОТА
по дисциплине «Автоматизированные системы технологической подготовки производства»
Студент: Жуковская А.О.
Фамилия И.О.
Группа: 2ДЛА-4ДБ-275
Полный номер группы
Преподаватель: Мартынюк А.В
Фамилия И.О.
Москва 2017
ОГЛАВЛЕНИЕ
ОГЛАВЛЕНИЕ 2
1.ИСХОДНЫЕ ДАННЫЕ 3
2.АНАЛИЗ ДЕТАЛИ 5
3.НАЗНАЧЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ И ВЫБОР ИНСТРУМЕНТА 7
Первый установ 7
Второй установ 7
4.ОПЕРАЦИОННАЯ КАРТА ДЛЯ ДЕТАЛИ 9
5.ТЕСТИРОВАНИЕ УПРАВЛЯЮЩЕЙ ПРОГРАММЫ 13
5.1 Тестирование управляющей программы с эскизами траекторий обработки по переходам 13
5.2 Список переходов. 15
Первый установ 15
ВЫВОД 22
1.ИСХОДНЫЕ ДАННЫЕ
Исходными данными являются чертеж детали (рис.1.1), а так же четреж заготовки (рис.1.2).
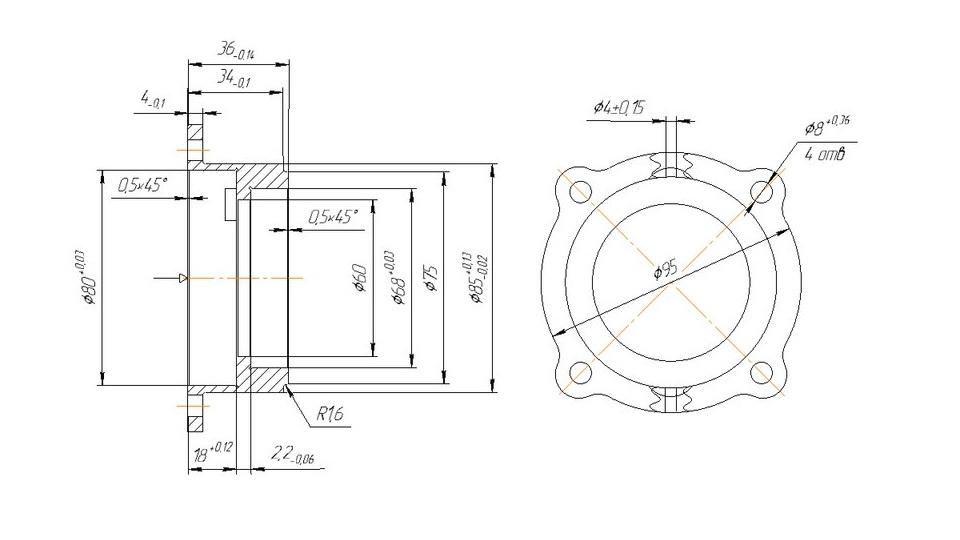
Рис.1.1 Чертеж детали
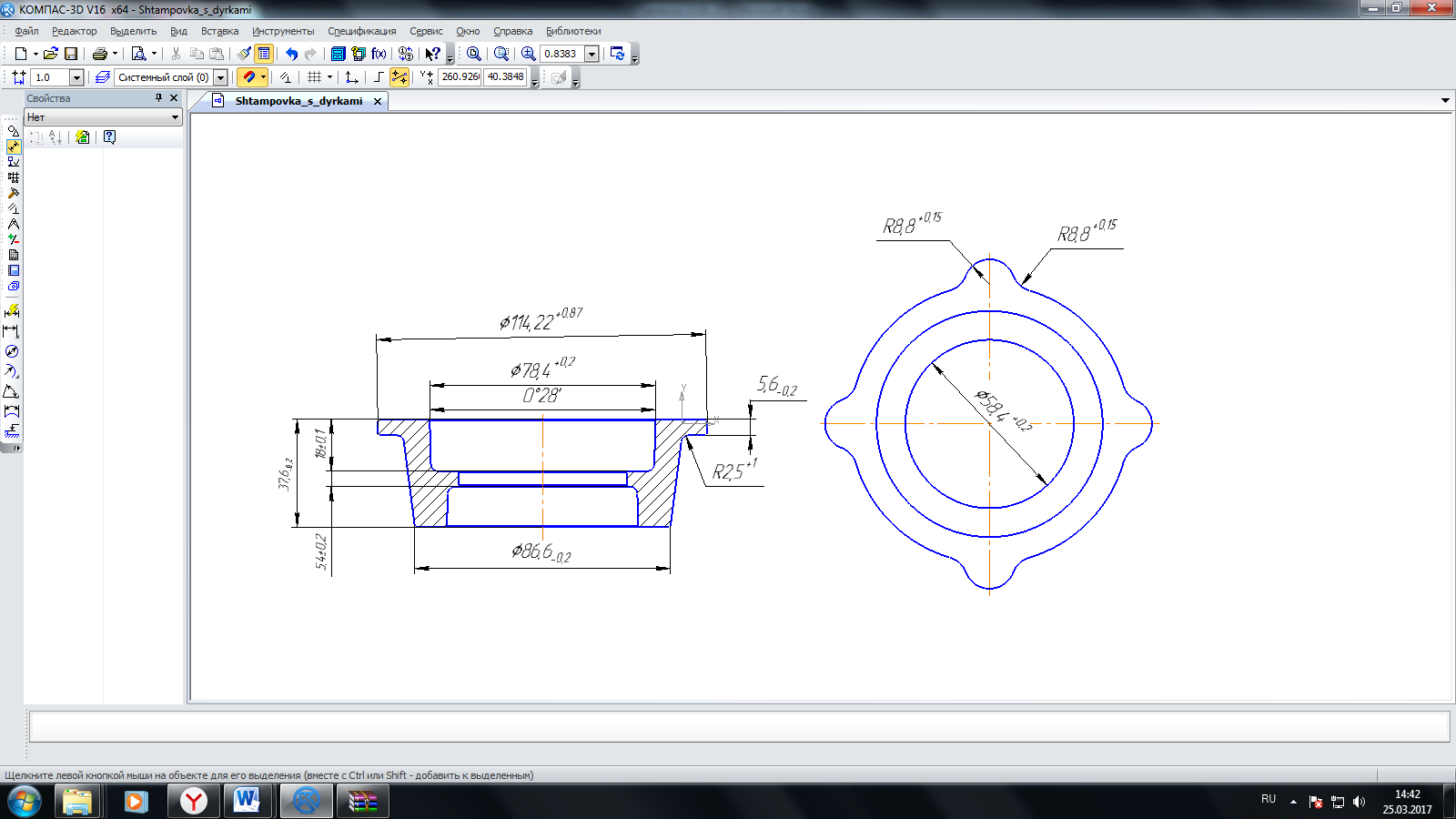
Рис.1.2 Чертеж заготовки
2.АНАЛИЗ ДЕТАЛИ
Материал детали – 38Х2МЮА; Относится к классу жаропрочных релаксационностойких сталей. Заготовку получают методом горячей объемной штамповки.
Анализ чертежа детали производится с целью выбора нуля детали, обрабатываемого профиля, назначения минимального и достаточного количества установов, переходов и технологических баз.
Нулевая точка детали – точка отсчета – задает расположение границ детали относительно границ заготовки, обеспечивая равномерность припуска на обработку.
Точку смены инструмента назначается за осью вращения шпинделя на заданном расстоянии от детали и частей станка, что бы обеспечить безопасную смену позиции револьверной головки или очередного инструментального блока в держателе.
Обрабатывать деталь будем на фрезерном станке с ЧПУ CHEVALIER2040-L
Для выбора схемы установки нужно знать такие понятия как:
Базирование – придание заготовке требуемого положения в выбранной системе координат.
Закрепление – приложение сил к заготовке для обеспечения постоянства их положения, достигнутого при базировании.
Установка – базирование и закрепление.
Таким образом, имеем два установа.(рис. 2.1) .
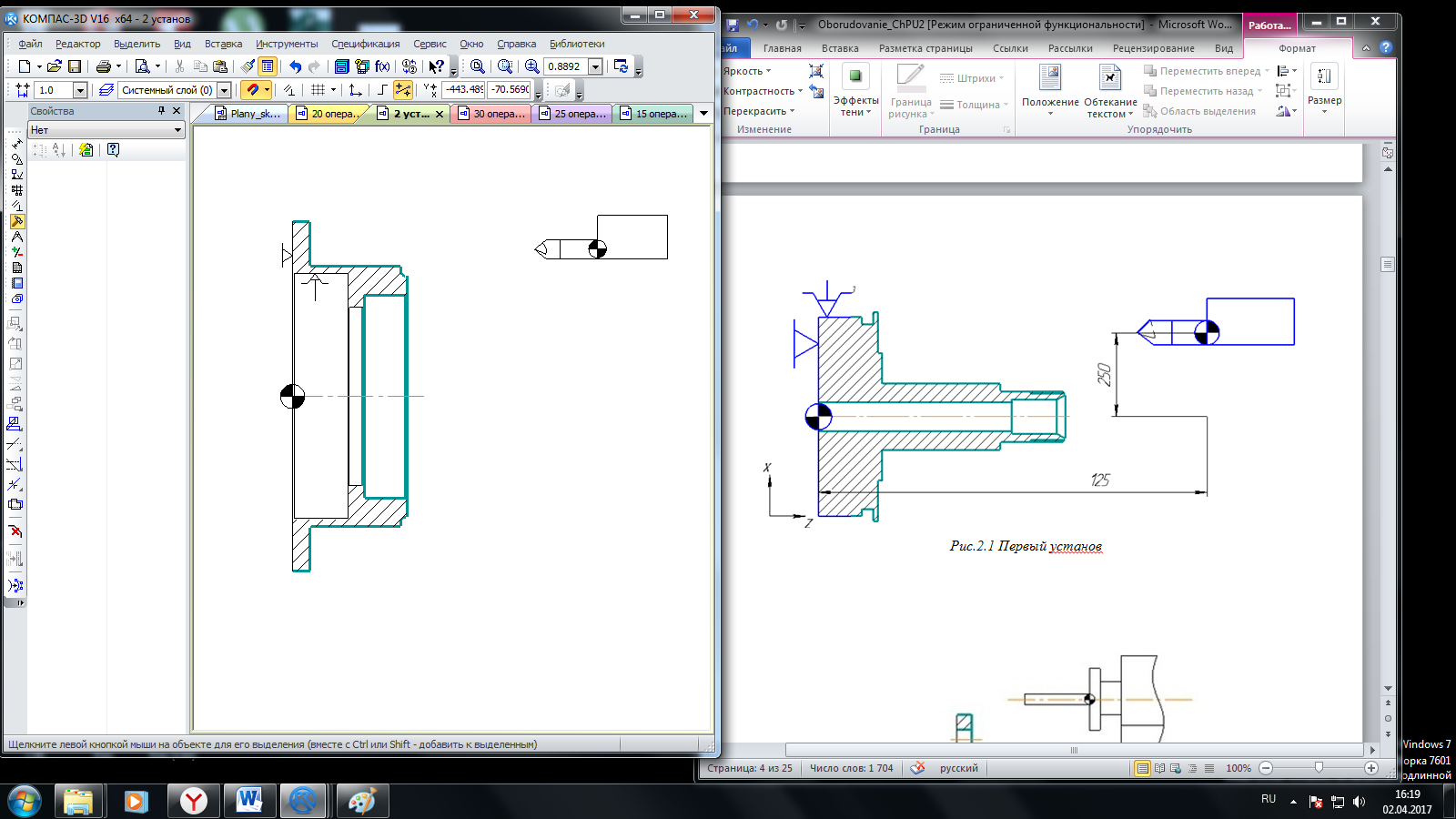
Рис.2.1 Первый установ
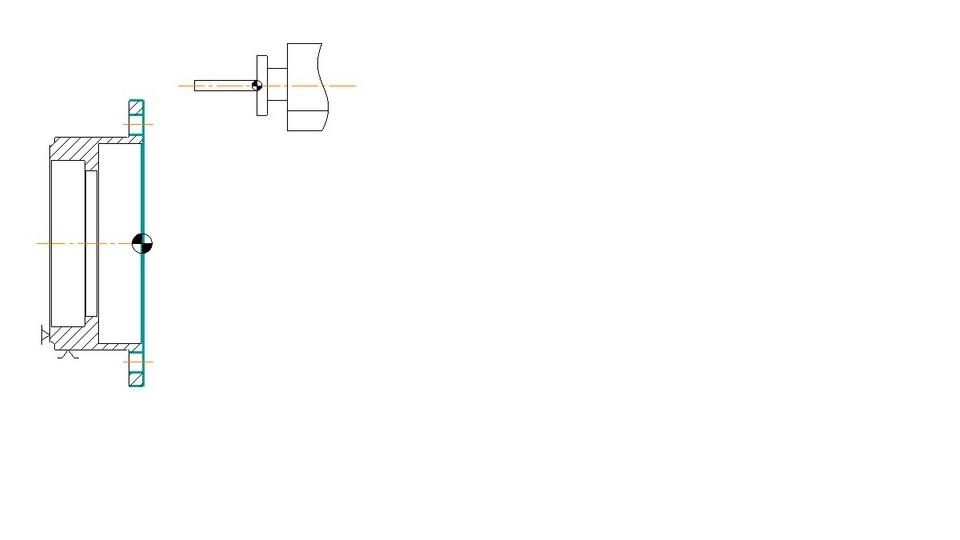
Рис.2.2 Второй установ
3.Назначение технологических переходов и выбор инструмента Первый установ
Технологический переход – подрезка торца
Инструмент – резец (ВК8*)
Технологический переход – фрезеровать уступ
Инструмент – фреза концевая (ВК8*)
Технологический переход – центровать 2 отв.
Инструмент – сверло центровочное (Р6М5*)
Технологический переход – сверлить 2 отв. d=10 мм
Инструмент – сверло спиральное (Р6М5*)
Второй установ
Технологический переход – фрезеровать карман
Инструмент – фреза концевая (ВК8*)
Технологический переход – фрезеровать контур
Инструмент – фреза концевая (ВК8*)
Технологический переход – фрезеровать торец
Инструмент – фреза концевая (ВК8*)
Технологический переход – центровать отверстие
Инструмент – сверло центровочное (Р6М5*)
Технологический переход – центровать отверстие
Инструмент – сверло центровочное (Р6М5*)
Технологический переход – сверлить отв. d=6мм
Инструмент – сверло центровочное (Р6М5*)
Технологический переход – сверлить отв. d=22мм
Инструмент – сверло центровочное (Р6М5*)