

6.4.3 Расчет последней ступени
Абсолютная
скорость на выходе из турбины
 .
.
Термогазодинамические параметры газа за турбиной низкого:
|
|
(6.155) |

|
|
(6.156) |

|
|
(6.157) |

Площадь проточной части:
|
|
(6.158) |

Параметр рабочего колеса внутренний:
|
|
(6.159) |

Наружный:
|
|
(6.160) |

Высота:
|
|
(6.161) |

Ширина ступени коэффициент принимаем 1,4.
|
|
(6.162) |
Длина турбины:
|
|
(6.163) |

На рисунках 6.5 и 6.6 представлены планы скоростей ступени ТНД.
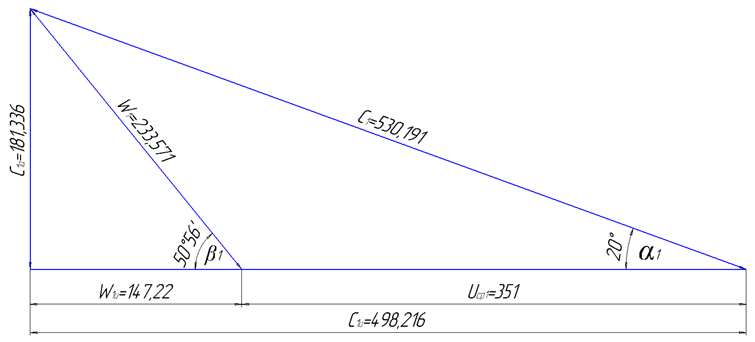
Рисунок 6.5 - План скоростей 1-ой ступени ТНД

Рисунок 6.5 - План скоростей последней ступени ТНД
6.5 Газодинамический расчёт камеры сгорания
В таблице 6.6 представлены исходные данные для газодинамического расчёт КС.
Таблица 6.6 – Исходные данные для газодинамического расчёт КС
|
Параметр |
Значение |
|
|
|
|
|
|
|
|
|






Плотность потока по заторможенным параметрам:
|
|
(6.164) |

Средняя скорость воздуха в сечении жаровой трубы для кольцевой КС:
|
|
(6.165) |

Площадь поперечного сечения:
|
|
(6.166) |

Наружный диаметр камеры сгорания:
Коэффициент
КС
 .
.
|
|
(6.167) |

Внутренний диаметр камеры сгорания:
|
|
(6.168) |

Относительный внутренний диаметр камеры сгорания:
|
|
(6.169) |
Диаметр окружности по центрам жаровых труб:
|
|
(6.170) |

Проходное сечение жаровой трубы:
Коэффициент
принимается равным .
.
|
|
(6.171) |

Расстояние между стенками жаровой трубы:
|
|
(6.172) |

Длина
жаровой трубы принимается .
.
Длина камеры сгорания:
Коэффициент
длины КС
 .
.
|
|
(6.173) |

6.6 Гидравлический расчет форсажной камеры и выходного сопла
В таблице 6.7 представлены исходные данные для гидравлического расчета форсажной камеры и выходного сопла.
Таблица 6.7 – Исходные данные для гидравлического расчета форсажной камеры и выходного сопла
|
Параметр |
Значение |
|
|
|
|
|
|
|
|
|
|
|
|








Средняя скорость газов по длине форсажной камеры:
|
|
(6.174) |

Время пребывания газов в форсажной камере:
|
|
(6.175) |

Длина форсажной камеры:
|
|
(6.176) |

Плотность газов на срезе сопла:
|
|
(6.177) |

Площадь сечения среза сопла:
|
|
(6.178) |

Диаметр сопла:
|
|
(6.179) |

Длина
сопла (коэффициент длины сопла
 ):
):
|
|
(6.180) |
|
По результатам газодинамического расчета выполнен чертеж двигателя АЛ-31Ф (Прил. А, рис. 4). |
|

7 Эксплуатационные повреждения лопаток компрессора гтд
7.1 Анализ условий эксплуатации лопаток компрессора
Большое количество двигателей снимается с самолетов до выработки ими гарантийного ресурса из-за повреждения компрессора посторонними предметами, попавшими на вход двигателя при эксплуатации.
Досрочный съем двигателей нарушает регулярность рейсов самолетов и приводит к большой дополнительной загрузке завода-изготовителя и ремонтных предприятий внеплановым ремонтом двигателей.
Повреждение компрессоров двигателей снижает эксплуатационную надежность и безопасность полетов.
Одной из основных причин поломок лопаток компрессоров ГТД является снижение усталостной прочности вследствие их повреждения посторонними предметами (ПП), попадающими в проточную часть двигателя. Современная тенденция проектирования двигателей характеризуется, тем, что кромки лопаток компрессора нового поколения стремятся выполнить тоньше предыдущего.
Все это приводит к большей восприимчивости лопаток к попаданию ПП. В связи с этим создаются программы направленные на изучение и выработку эксплуатационных, технологических и конструктивных рекомендации по повышению стойкости лопаток к попаданию ПП [4]. В рамках этих программ ведутся исследовательские работы, направленные на изучение различных аспектов этой проблемы.
До 60% поломок лопаток компрессоров ГТД носят усталостный характер [3]. Это связано с действием переменных напряжений и вибраций в процессе эксплуатации. Поломка одной лопатки обычно вызывает лавинообразное разрушение других лопаток и приводит к помпажу компрессора, разбалансировке ротора и выходу из строя всего двигателя. Поэтому проблема обеспечения усталостной прочности лопаток была и является весьма актуальной для двигателестроения.
Сложность обеспечения усталостной прочности связана с многообразием влияющих факторов. К ним относят:
технологические (особенности технологического процесса изготовления, и термообработки, марка материала);
эксплуатационные (условия работы повреждения и износ);
конструктивные (геометрические особенности детали).
Последние вынуждают проводить исследования по определению усталостных характеристик лопаток ГТД, именно на натурных объектах, а не на образцах.
Лопатки компрессоров - одна из массовых деталей ГТД. Они представляют собой тело сложной формы и состоят из профильной част и (пера) и хвостовика. Кроме того, рабочие лопатки могут иметь антивибрационные полки и удлинительную ножку. Лопатки статора могут иметь элементы крепления и на внутреннем и на наружном концах пера. Характерные размеры лопаток меняются в широких пределах.
Длина профильной части изменяется от нескольких миллиметров на последних ступенях компрессора малогабаритных двигателей до 1000 мм и более в вентиляторах двигателей большой тяги. Хорда профиля составляет 0,1-1,0 длины профильной части. Максимальная относительная толщина профиля может составлять от нескольких процентов у широкохордных лопаток вентилятора до десятков процентов.
Для изготовления лопаток компрессора высокого давления используют титановые сплавы в диапазоне температур не превышающих 500°С, а также стали и жаропрочные сплавы в диапазоне температур превышающих 500°С. Титановые сплавы типа ВТЗ-1, BT8M при сравнительно небольшой плотности (4500 кг/м3) обладают соизмеримым со сталями пределом прочности, что в первую очередь позволяет получить заметное снижение массы всего узла.
Однако титановые сплавы обладают рядом недостатков:
с увеличением рабочей температуры механические свойства титановых сплавов падают;
высокая чувствительность к концентрации напряжений;
вероятность возникновения «титанового пожара».
Титановые сплавы в основном применяют дня изготовления лопаток первых ступеней КВД. Технология изготовления может быть следующая:
горячая штамповка из прутка с припуском на механическую обработку, термообработка, фрезерование, шлифование, полирование и упрочняющая обработка пластическим деформированием (виброгалтовка);
точная штамповка и последующее вальцевание профильной части, до и после вальцевания — термообработка (обычно отжиг и старение), упрочнение - виброгалтовка.
Жаропрочные сплавы применяют для изготовления лопаток последних ступеней КВД, где рабочая температура превышает 500°С. Стальные лопатки, в основном, изготовляют путем точной штамповки с последующим холодным вальцеванием, затем механической обработкой и упрочнением. Термообработка (отжиг, сложное многоступенчатое старение и т.д.) производится на различных этапах изготовления в зависимости от технологии изготовителя.
Впроцессе работы лопатки испытывают комплексное воздействие разнообразных эксплуатационных факторов. К ним относятся: статические нагрузки, вибрационные и тепловые, разрушение поверхностного слоя (коррозия, эрозия), вероятность повреждения лопатки посторонними предметами.
Нагрузки, испытываемые лопаткой в процессе работы, можно разделить в свою очередь на статические, т.е. не изменяемые на стационарных режимах работы двигателя, и динамические, которые изменяются во времени с высокой частотой па всех режимах работы.
К статическим нагрузкам относят: центробежные силы, газодинамические силы и температурные поля в лопатке. Динамические нагрузки обычно имеют газодинамическое происхождение и вызывают вынужденные колебания лопатки в процессе работы. Статические и динамические нагрузки при длительной работе двигателя приводят к накоплению повреждений в лопатки по механизмам малоцикловой и многоцикловой усталости соответственно.