-
Заполнение расчетной карты припусков и операционных размеров.
Форма расчетной карты припусков и операционных размеров дана в табл.1.
В столбец 1 заносятся № операций, или переходов обработки поверхности, начиная с заготовительной операции.
В столбец 2 заносятся наименование поверхности и ее размер с допуском по чертежу, название операций и технологический переходов, на которых проводится обработка поверхности.
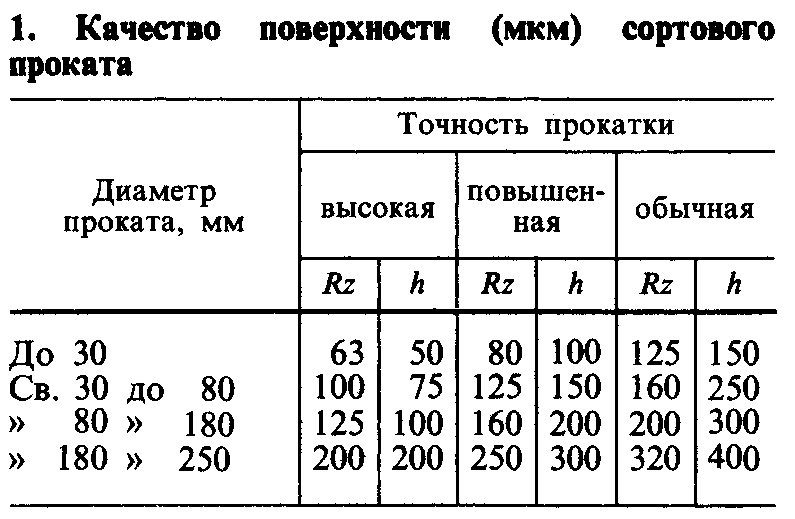
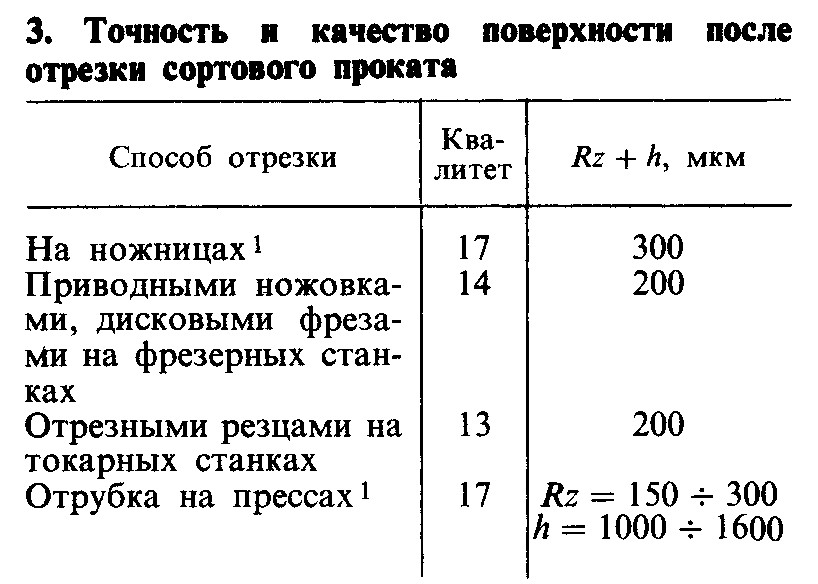
В столбцы 3-6 заносятся элементы припуска, если данный элемент не учитывается в составе припуска, то ставится 0.
В столбец 7 заносятся расчетные значения минимальных межоперационных припусков: 2Zi min – для поверхностей вращения, Zi min - для плоских поверхностей.
В столбец 8 заносятся предельные размеры на операциях, переходах:
- для наружных диаметров определяется минимальный предельный размер
Dmin i-1 = Dmax i + 2Zi min (3.1)
- для отверстий определяется максимальный предельный размер
Dmax i-1 = Dmin i - 2Zi min (3.2)
Расчет начинают с последней операции, для которой принимают
Dmax i =Dmax детали ; Dmin i = Dmin детали
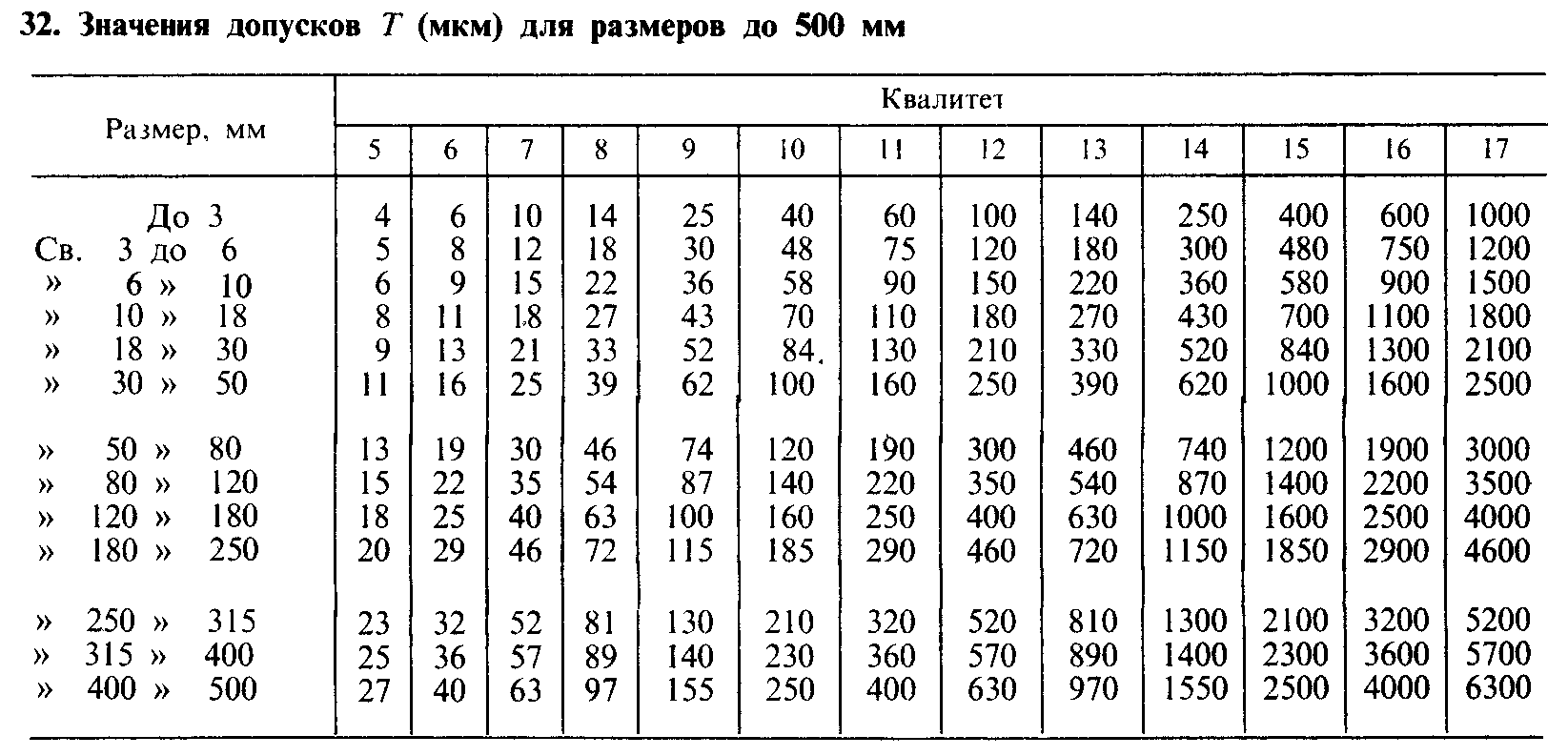
В столбец 9 заносится операционный допуск δi, соответствующий средне-экономической точности метода обработки.
В столбцы 10,11 заносятся предельные размеры из столбца 8 с их округлением до значений с соответствующими окончаниями.
Второй предельный размер равен:
- для валов - Dmax i = Dmin i + δi (3.3)
- для отверстий - Dmin i = Dmax i – δi (3.4)
В столбцы 12,13 заносятся значения межоперационных припусков, определяемые по формулам:
- для валов:
2Zi min = Dmin i-1 - Dmax i (3.5)
2Zi mах = Dmax i-1 - Dmin i (3.6)
- для отверстий:
2Zi min = Dmin i - Dmax i-1 (3.7)
2Zi mах = Dmax i - Dmin i-1 (3.8)
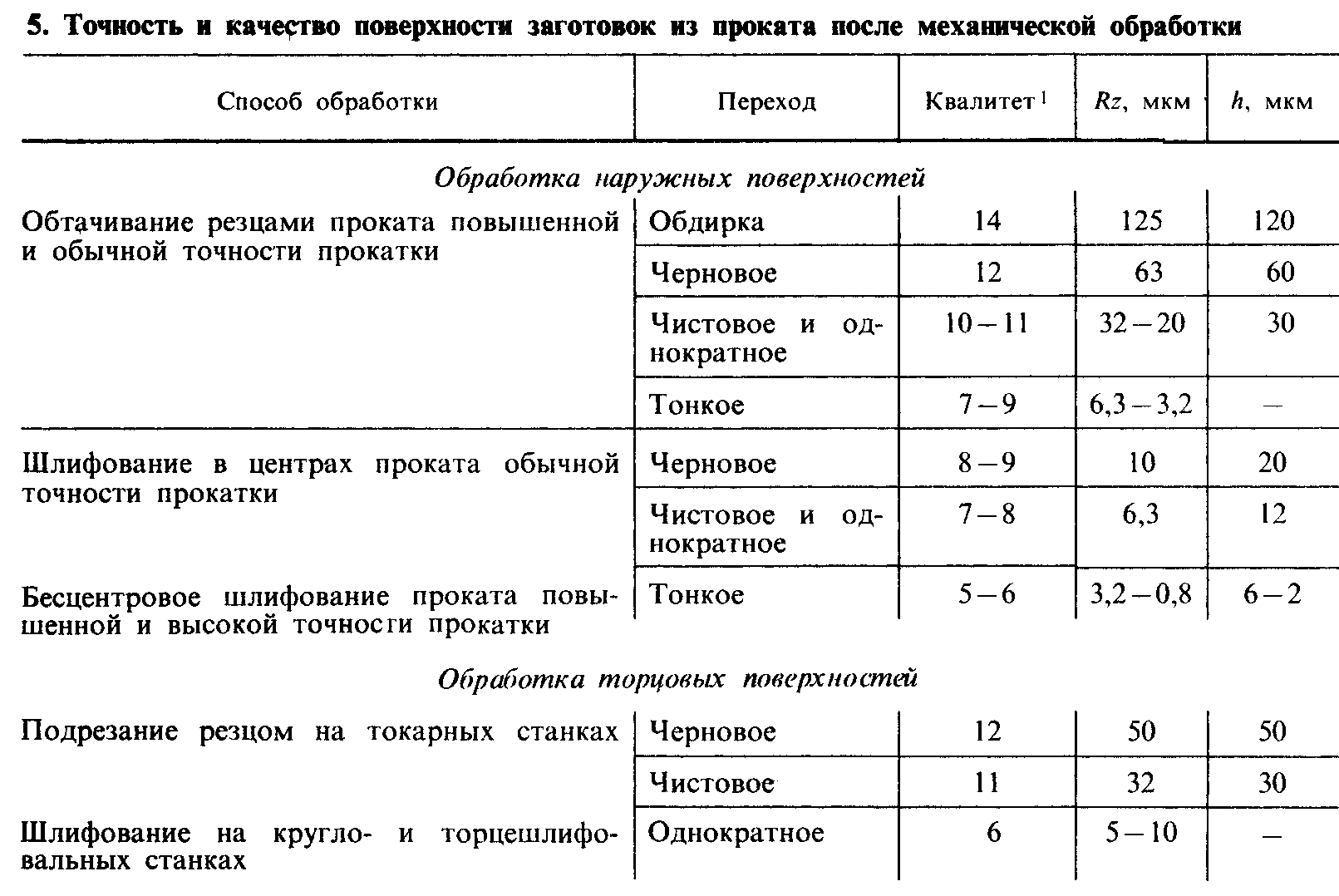
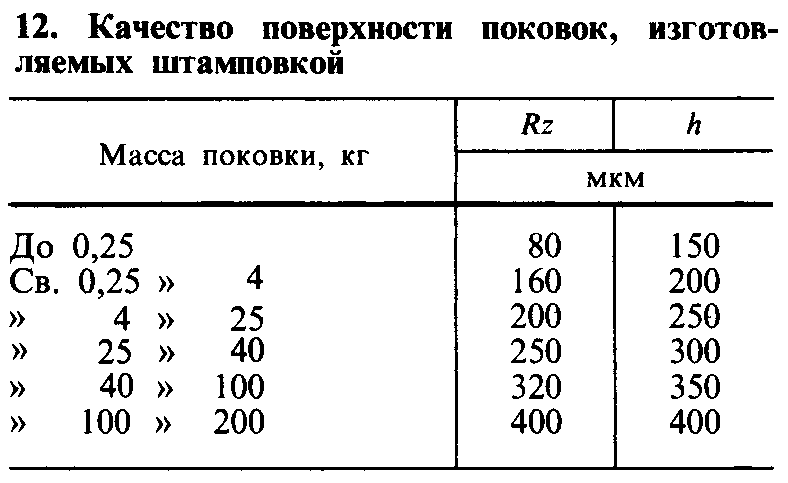
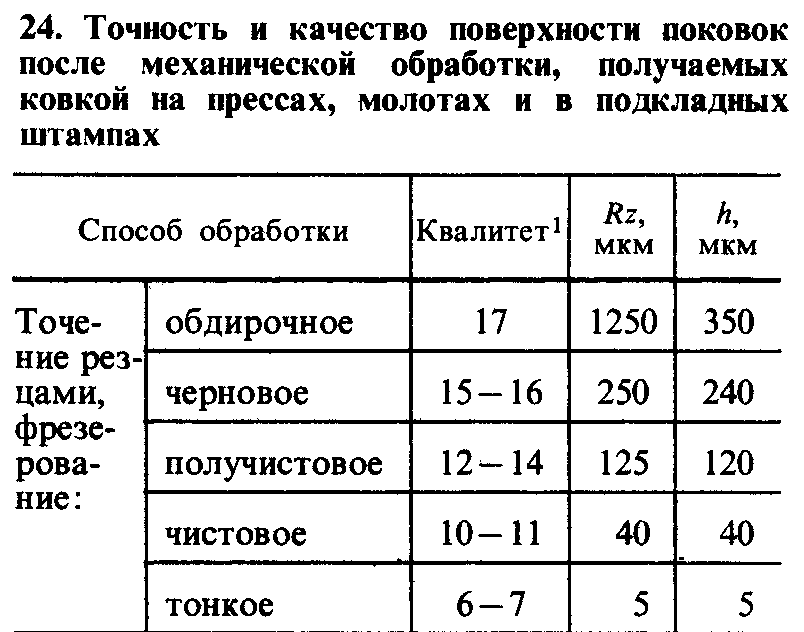
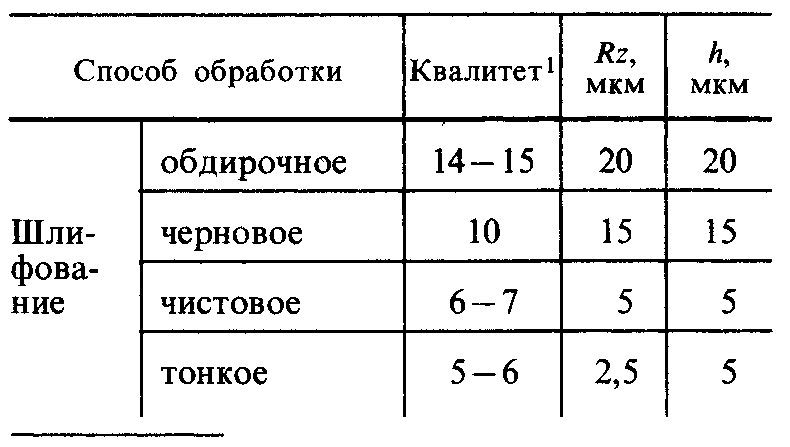
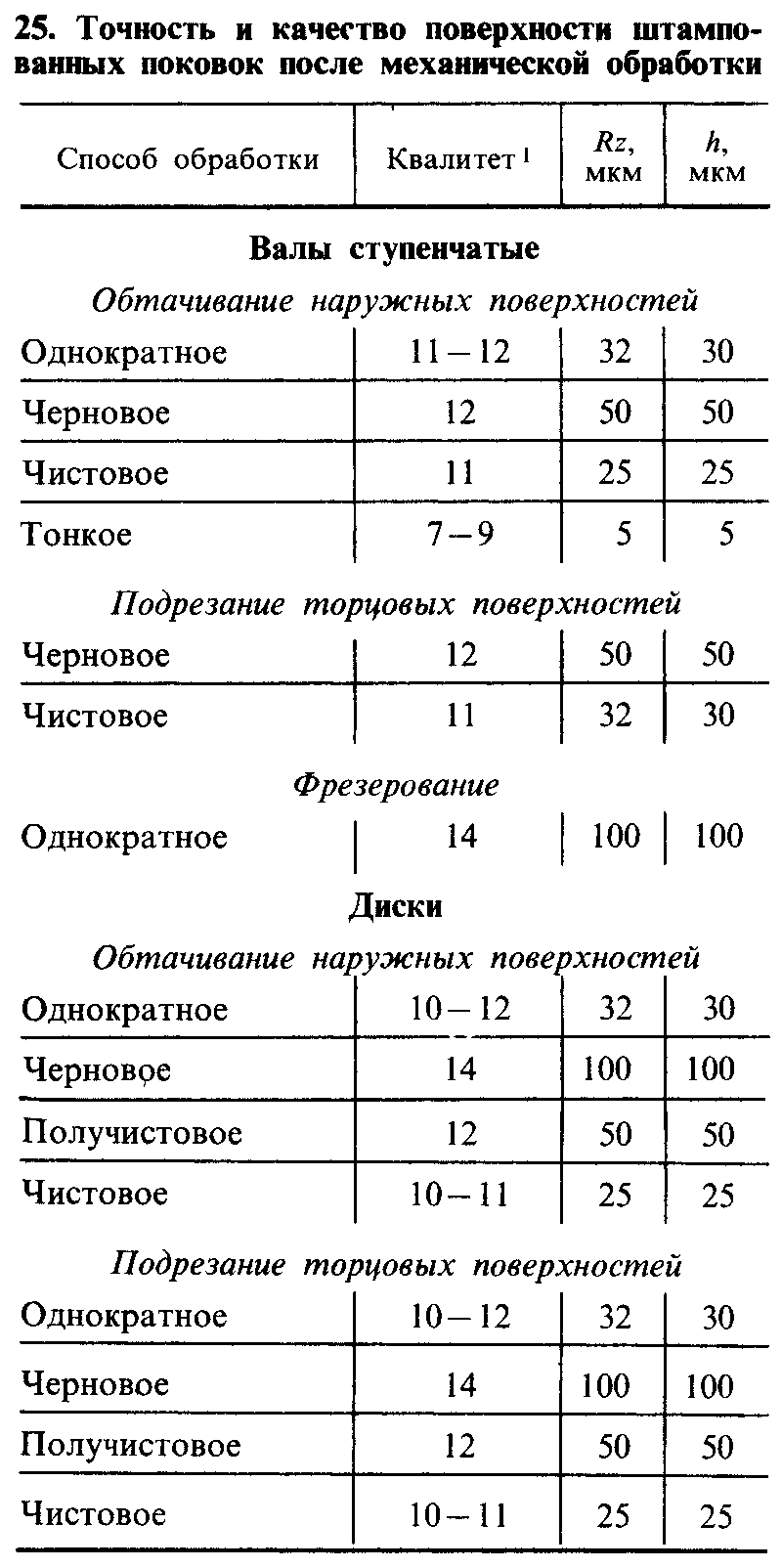
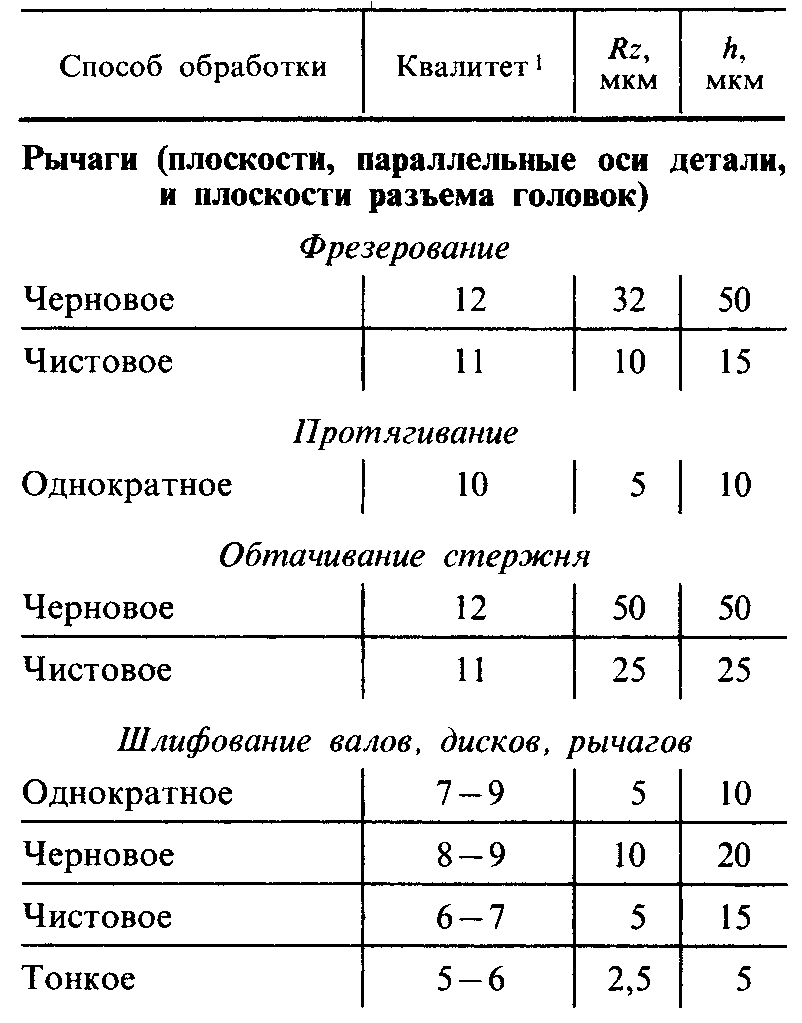
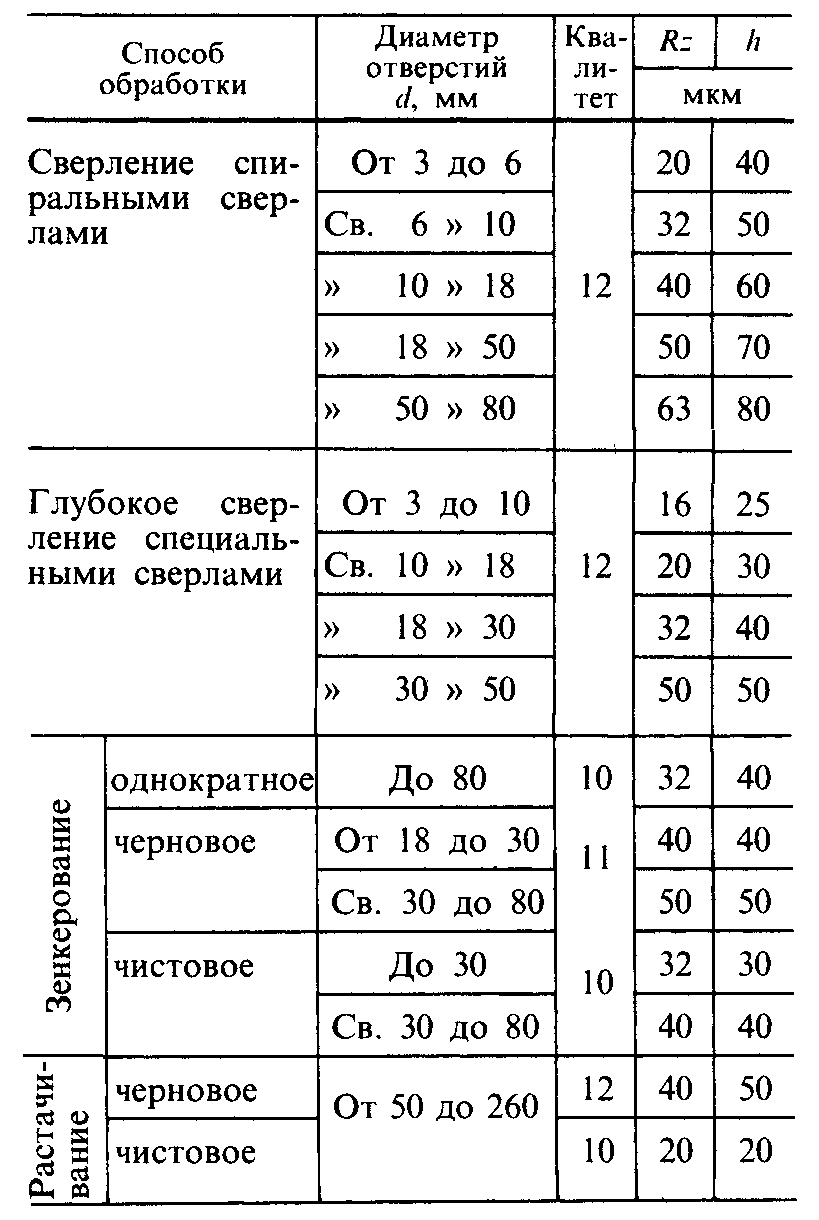
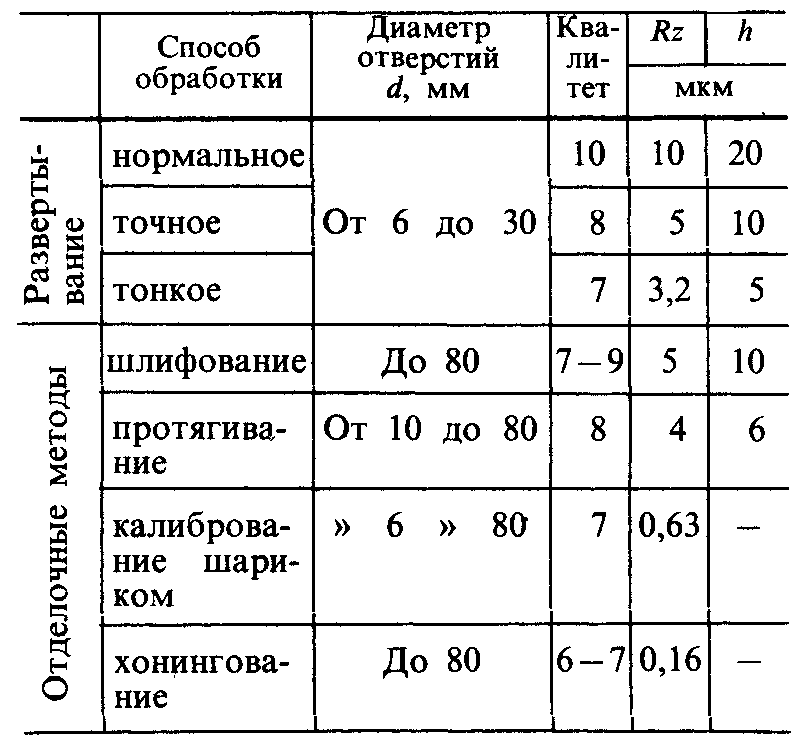
В столбец 14 заносится шероховатость поверхности (параметр Ra, или Rz ), соответствующая данному методу и этапу обработки.
В столбец 15 заносится операционный размер с соответствующими отклонениями:
-
для
валов:

-
для отверстий:

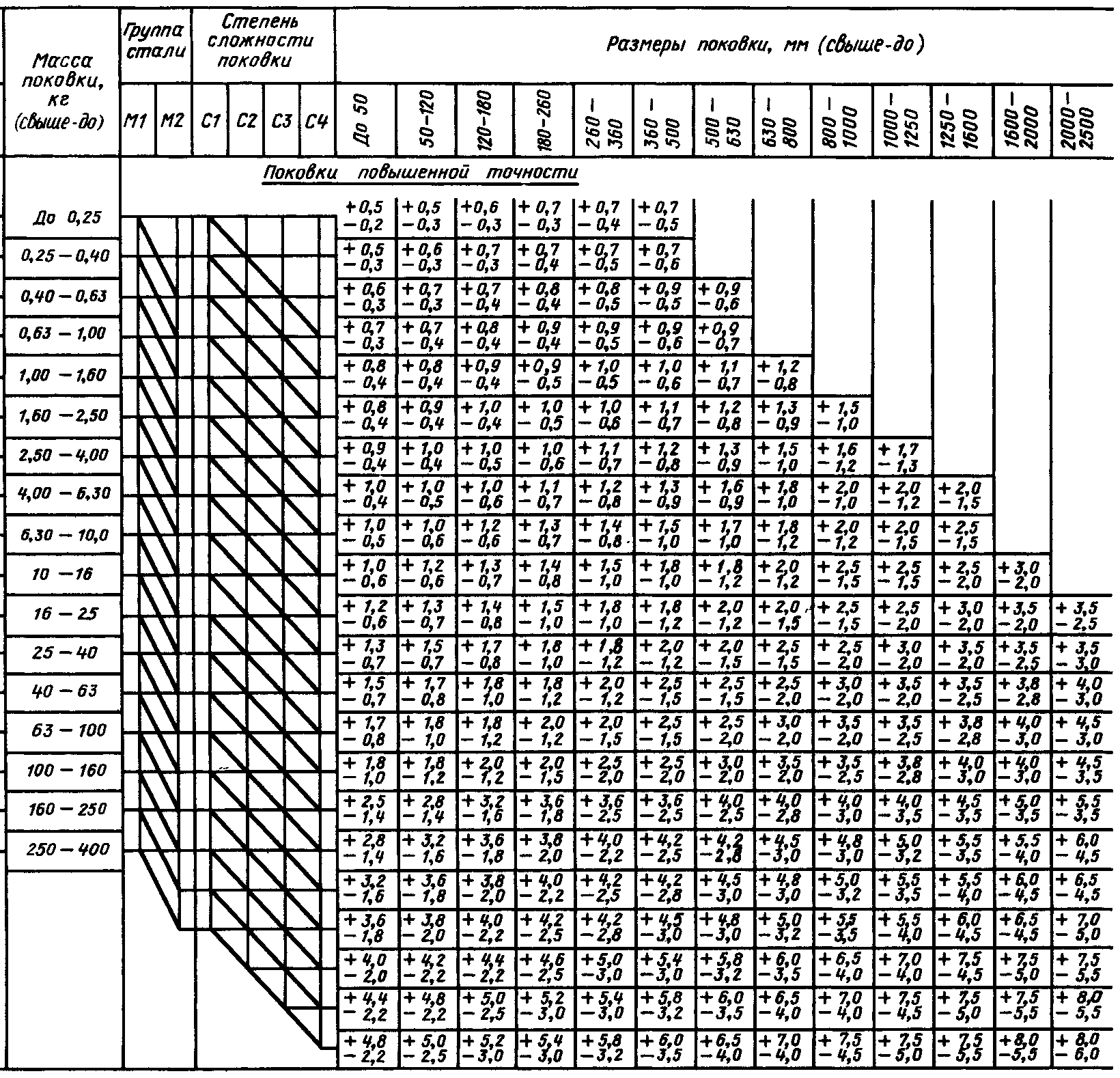
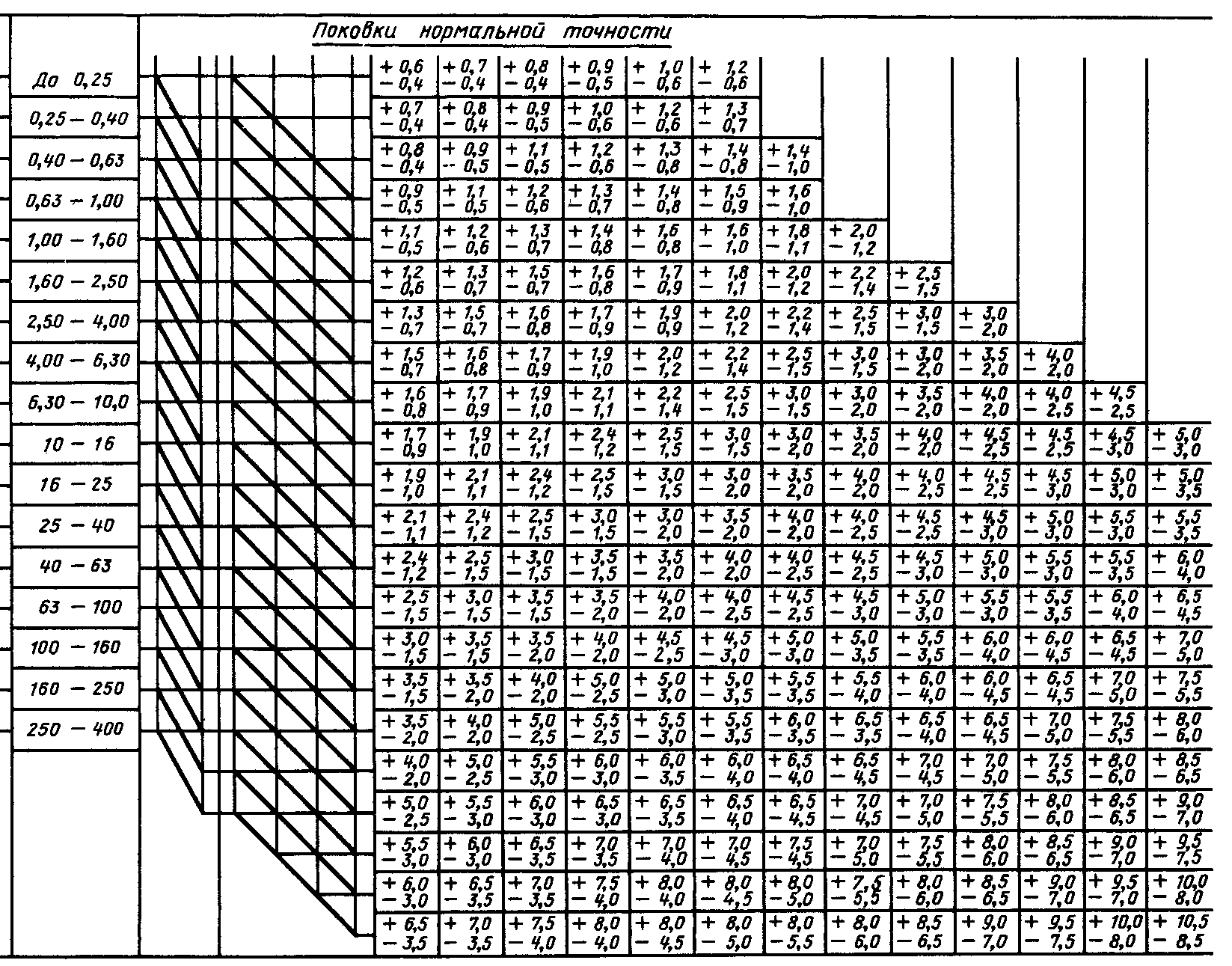
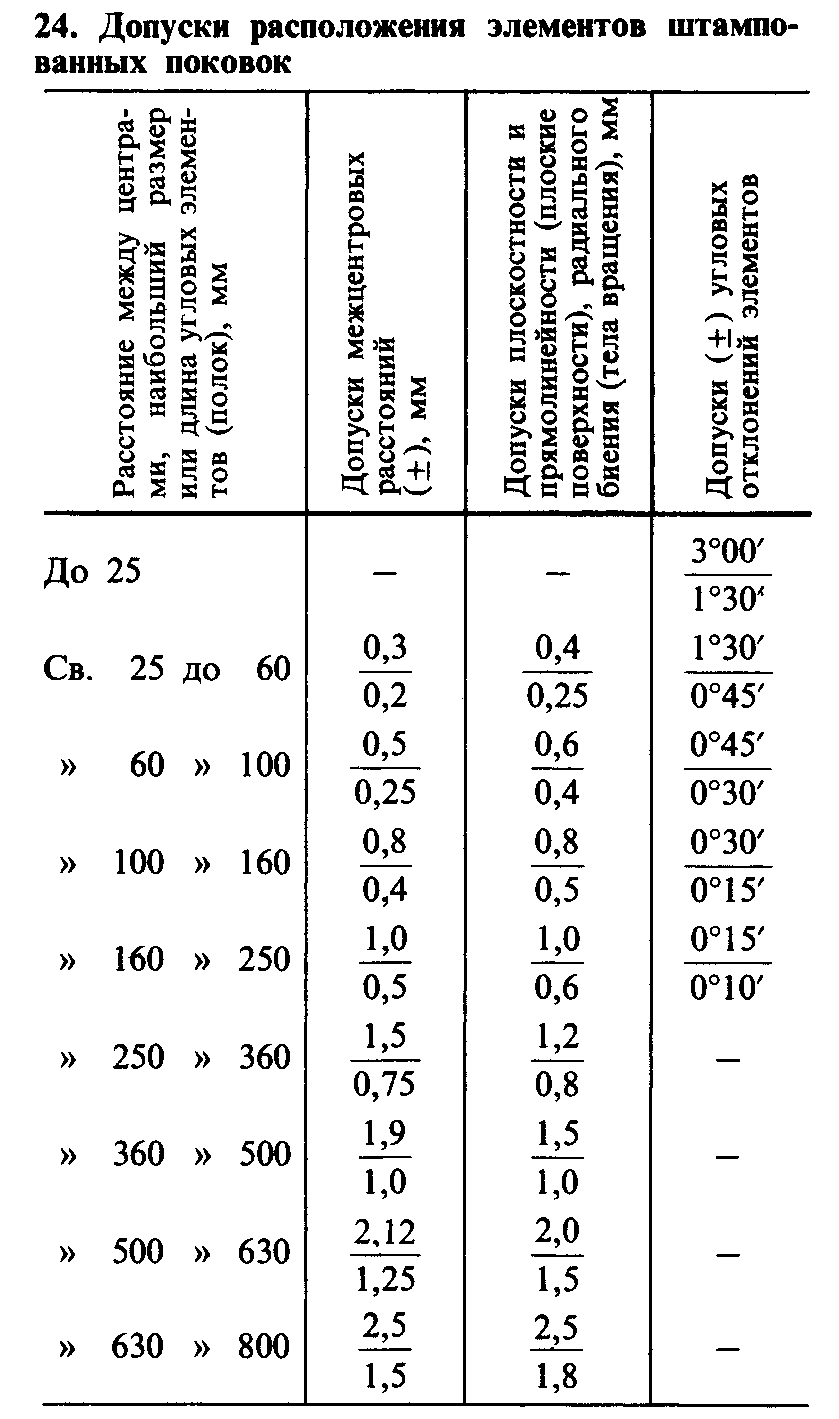
Допуски на операционные размеры даны в приложении 24.
Проверка расчетов припусков выполняется соблюдением следующего условия для цилиндрических поверхностей, а также при одинаковой, параллельной обработке 2-х плоских поверхностей:
2Zi mах -2Zi min = δi-1 + δi (3.9)
-
Схема полей межоперационных припусков и операционных допусков
Схема полей операционных припусков и допусков строится для поверхностей вращения, начиная с последней операции в обратной последовательности маршруту обработки путем наслаивания припуска Zi min и поля допуска δi на операцию (переход).
На схеме указываются также предельные размеры на операцию с указанием № операции. На рис. показаны примеры схем полей операционных припусков и допусков при обработке вала (а) и отверстия (б).

δi-1
δi



Zmin i





Dmin i-1
Dmin i Dmax i
а)

δi






δi-1
Zmin i

Dmin i
Dmin i-1
Dmax i
б)
Рис.4.1. Примеры схем полей межоперационных припусков и допусков при обработке вала (а) и отверстия (б).
Таблица 1
Расчетная карта припусков и операционных размеров
|
№ опер. |
Маршрут обработки поверхности |
Элементы припуска, мкм |
Расчетные значения |
Операц. допуск δ мм |
Принятые предельн. размеры |
Принятые припуски |
Шерохо- ватость |
Операционные размеры |
||||||||||||
|
Rz i-1 |
hi-1 |
|
εi |
Zi min (2Zi min) мкм |
Предельн размер мм |
|
Dmax (Lmax) мм |
Dmin (Lmin) мм |
Zi min (2Zi min) мкм |
Zi mах (2Zi mах) мкм |
Ra (Rz) мкм |
мм |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||


-
Порядок выполнения практической работы
Выполнение практической работы проводится в следующей последовательности:
-
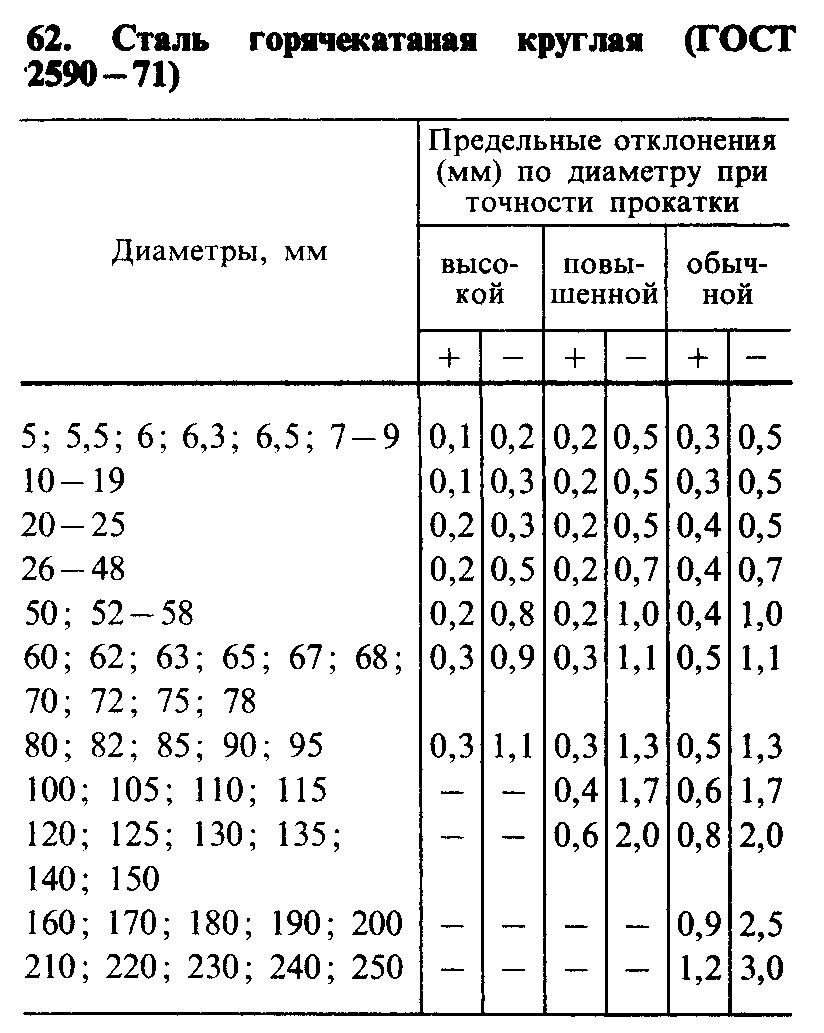
По выданному чертежу детали определяются вид заготовки и формообразующие поверхности заготовки, для которых будет проводится расчет припусков.
-
Для каждой поверхности разрабатывается маршрут обработки, включающий этапы и методы обработки (операции и технологические переходы).
-
Для каждой поверхности проводится расчет минимальных межоперационных припусков, предельных операционных размеров и заполняется расчетная карта.
-
Для поверхностей вращения (наружной и внутренней) строится схема полей операционных припусков и допусков.
-
По результатам практической работы составляется отчет.
КОНТРОЛЬНЫЕ ВОПРОСЫ
-
Что называется припуском при размерной обработке заготовки?
-
Что такое межоперационный и общий припуски при размерной обработке?
-
К чему ведут завышенные и заниженные припуски?
-
Порядок определения припусков по методу В.М. Кована?
-
Какие составляющие входят в расчетную формулу припуска, определяемого по методу В.М. Кована?
-
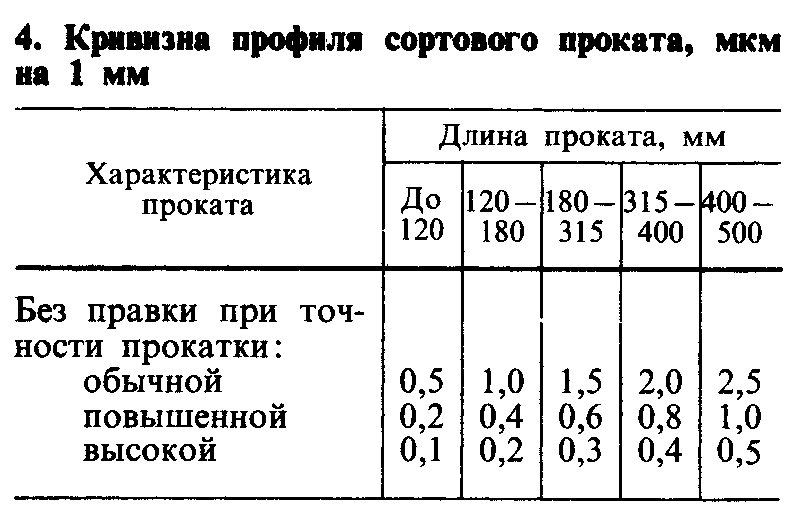
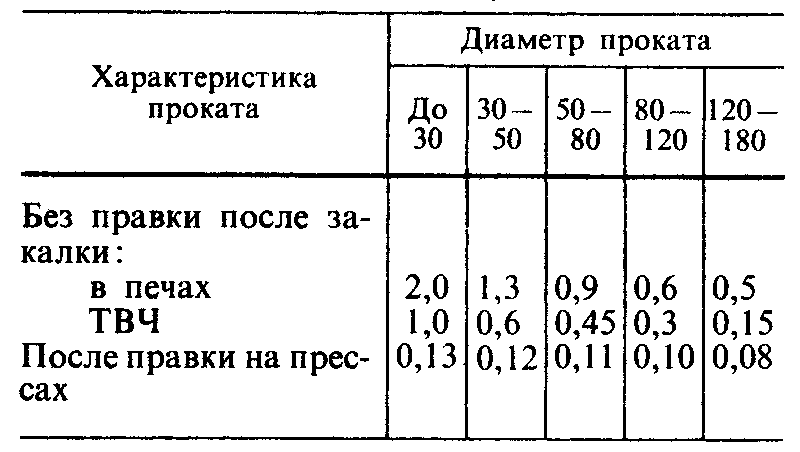
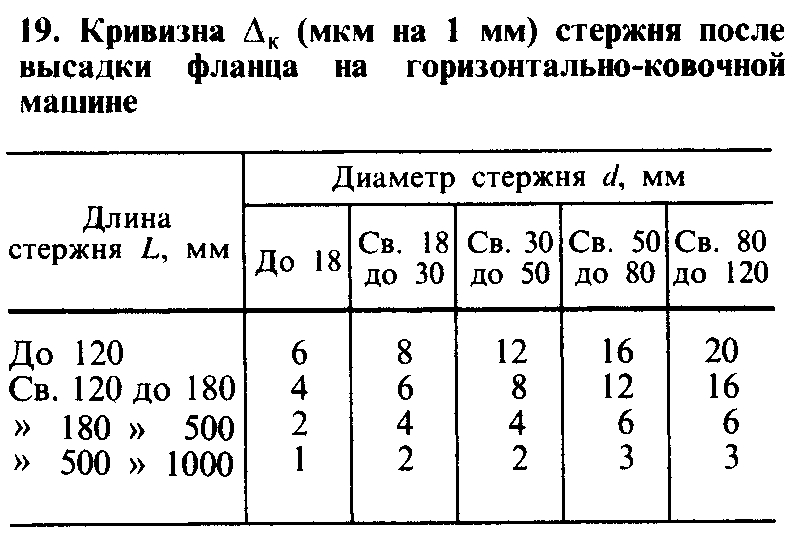
Чем определяется суммарное значение пространственных отклонений
 при
обработке сортового проката (валиков)
в центрах?
при
обработке сортового проката (валиков)
в центрах? -
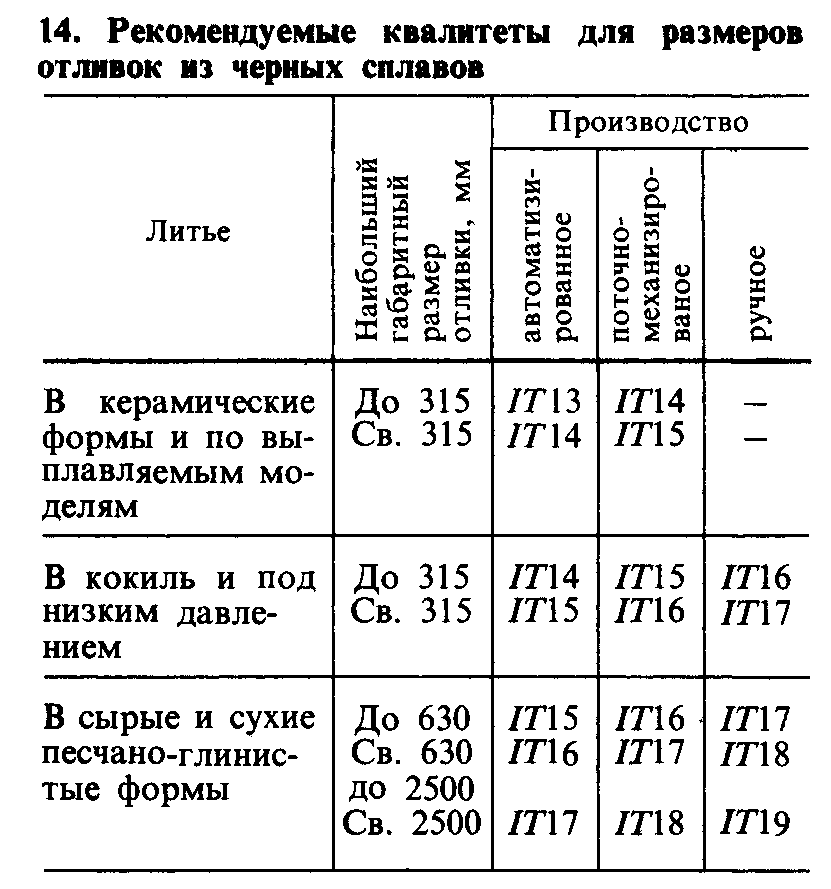
Чем определяется суммарное значение пространственных отклонений
 при
обработке отверстий
в отливках?
при
обработке отверстий
в отливках? -
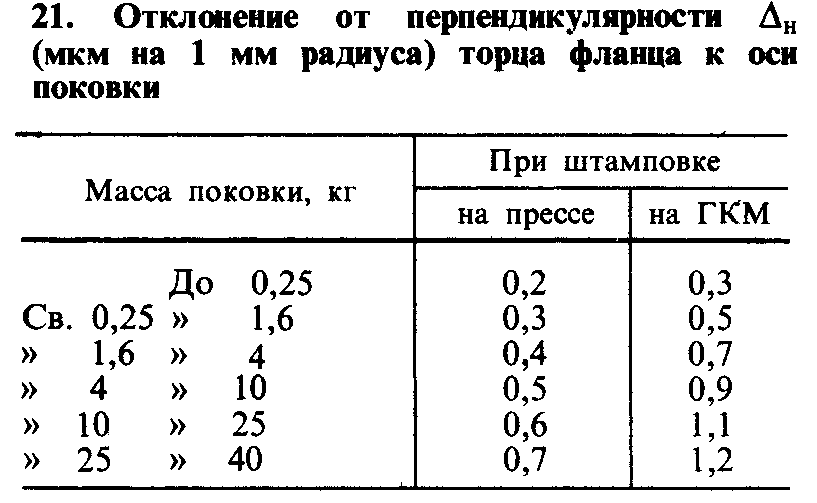
Чем определяется суммарное значение пространственных отклонений
 при
обработке поковок и штампованных
заготовок?
при
обработке поковок и штампованных
заготовок? -
Как определяется максимальный межоперационный припуск?
-
Как проводится проверка правильности расчета межоперационных припусков?
ЛИТЕРАТУРА
-
Кован В. М. Основы технологии машиностроения М.: Машгиз, 1959, 494 с.
-
Справочник технолога-машиностроителя. В 2-х т. Т.1/ Под ред. А.М. Дальского, А.Г. Косиловой и Р.К. Мещерякова, А.Г. Суслова. – 5-е изд., исправл. – М.: Машиностроение, 2003 г. 912 с.
СОДЕРЖАНИЕ
Стр
ЗАДАНИЕ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1. ПОЯСНЕНИЯ К РАБОТЕ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1.1. Расчетно-аналитический метод определения припусков. . . . . . . . . . . . . 3
1.2. Определение припуска для заготовок из сортового проката. . . . . . . . . . 4
1.3. . Определение припуска для литых заготовок . . . . . . . . . . . . . . . . . . . . . . . 5
1.4. . Определение припуска для поковок и штампованных заготовок . . . . . . 5
1.5. . Определение припуска на операции механической обработки. . . . . . . . 6
-
Заполнение расчетной карты припусков и операционных размеров. . . . 7
-
Схема полей межоперационных припусков и операционных допусков . . 8
-
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ . . . . . . . . . . . . . . . . . . . . . . . . . 10
КОНТРОЛЬНЫЕ ВОПРОСЫ. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ЛИТЕРАТУРА . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
ПРИЛОЖЕНИЯ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Приложение 1
Приложение 2
Приложение 3
Приложение 4
Приложение 5

Приложение 6
Приложение 7
Приложение 8
Приложение 9

Приложение 10
Приложение 11

Приложение 12
Приложение 13
Приложение 14
Приложение 15
Приложение 16
Приложение 17

Приложение 18
Приложение 19
Приложение 20
Приложение 21
![]()
Приложение 22
Приложение 23
Приложение 24