

7.3.1. Пресс Самарина
Загрузка: пластичная масса, чаще всего отвакуумированная, помещается в каретку и из нее в пресс–форму.
Разгрузка: нижний штамп выталкивает заготовку на уровень стола, а каретка сталкивает ее со стола.
Рабочая камера
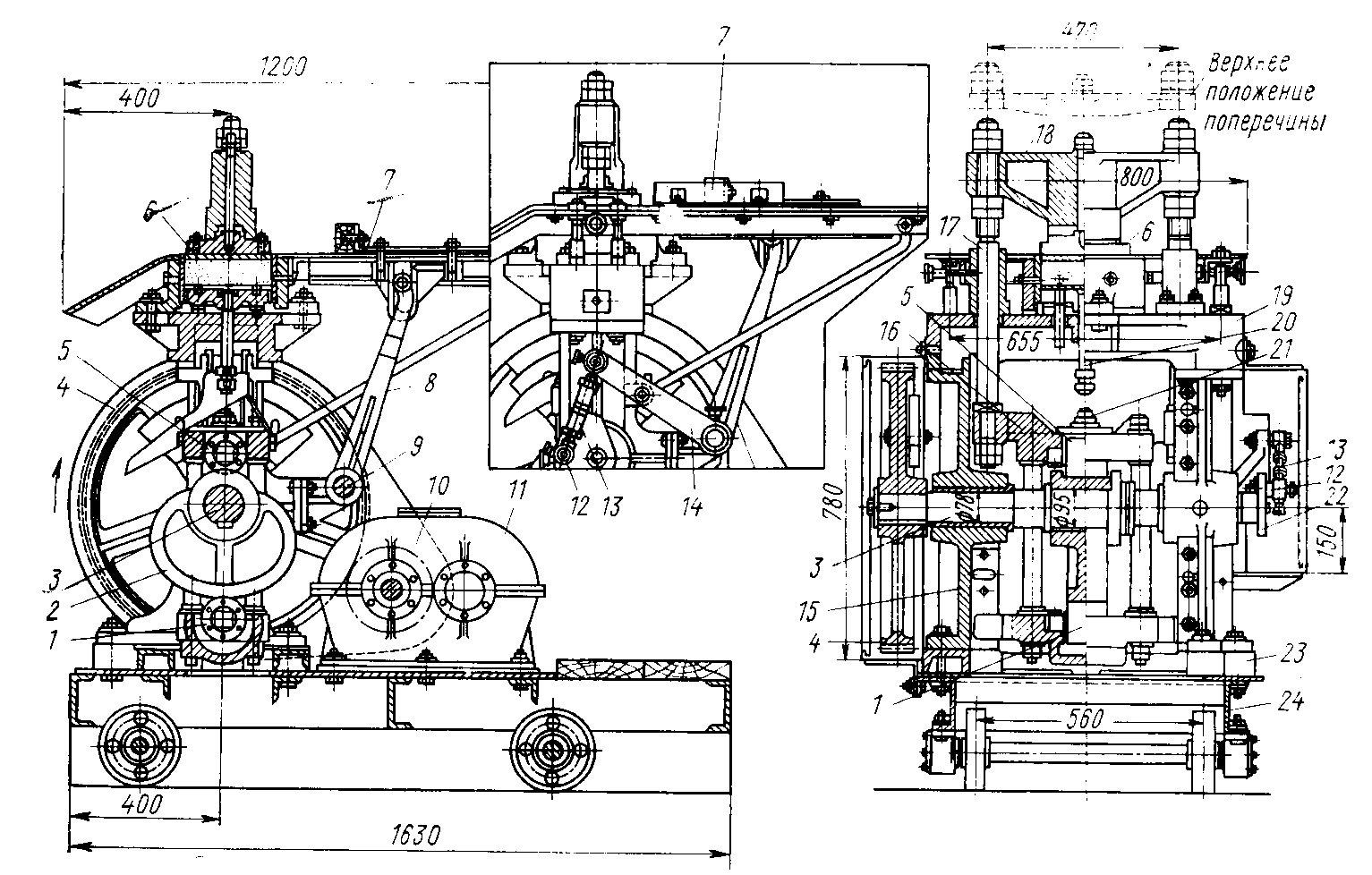
Рама пресса состоит из двух вертикальных стоек 15 (рисунок справа), соединенных в верхней части поперечиной 19, на которой размещена форма с отверстиями для удаления избытка массы. Сверху от формы расположен верхний прессующий штамп 6, снизу – нижний штамп (пластина со стержнем 20). Пресс–форма находится ниже уровня стола, по которому перемещается каретка 7, заполняющая форму массой и сталкивающая отпрессованную заготовку.
Вращение эксцентрика 2, закрепленного на валу 3, обеспечивает работу пресса. Эксцентрик через окатывающие его ролики (нижний 1, верхний 5) заставляет перемещаться вверх и вниз связанную с ним жесткую конструкцию. В нижней ее части находится эксцентрик, верхняя часть состоит их двух тяг 17, соединенных поперечиной 18, к которой прикреплен верхний штамп 6. Когда эта конструкция перемещается вниз вместе с верхним штампом, происходит прессование. При движении вверх конструкции выталкиватель 21 давит на стержень 20 и через пластину (нижний штамп) выталкивает заготовку из формы на уровень стола. Одновременно верхний штамп выходит из формы.
+ простой и надежный,
+ небольшое усилие, только для пластического формования.
7.3.2. Револьверный пресс для черепицы
Загрузка: кусок отвакуумированной пластичной массы помещают на столик (рисунок в, позиция I).
Разгрузка: заготовку черепицы снимают со стола (рисунок в, позиция IV).
Рабочая камера
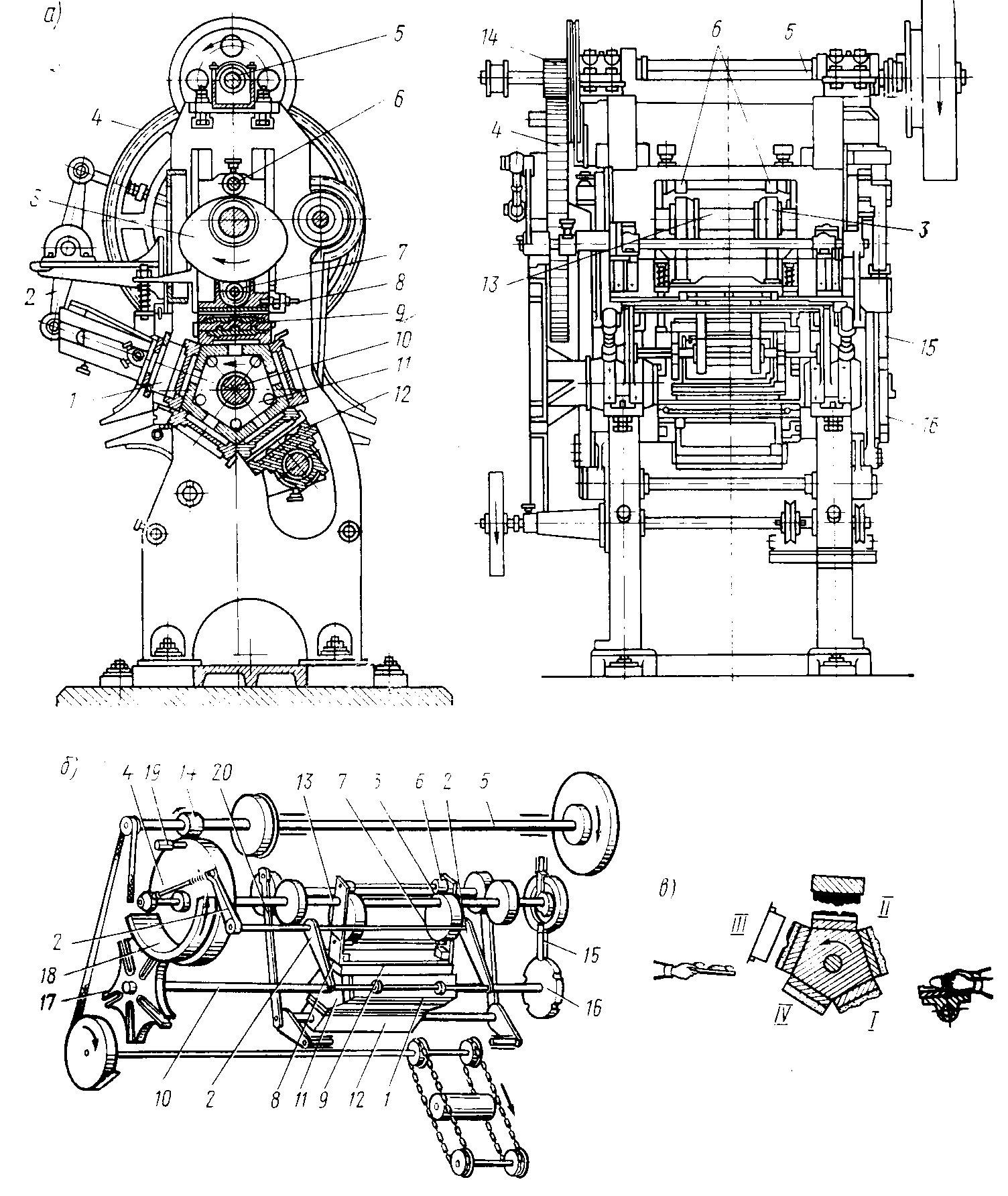
На горизонтальной оси 10 (рисунок а) вращается стол в виде пятигранной призмы с пятью формами. Сверху расположен верхний штамп 9, перемещаемый прессующим эксцентриковым механизмом, состоящим из двух эксцентриков 3, закрепленных на валу 13, и двух роликов 6 и 7. Вращение стола обеспечивает мальтийский механизм (рисунок б) 17, 18, 19 (одна пятая оборота) с одной стороны вала стола, с другой стороны находится стопорный механизм (рисунок б) 15 и 16 для закрепления стола после поворота. Кусок массы прижимается к форме путем предварительного прессования (рисунок а) 12 (рисунок в, позиция I), вместе с формой поворачивается и попадает в верхнее положение (рисунок в, позиция II), где происходит прессование, затем поворот и обрезание краев ящиком 1 (рисунок а) без дна с острыми краями, (рисунок в, позиция III), далее поворот и съем заготовки (рисунок в, позиция IV).
+ простой и надежный,
– небольшое усилие, только пластическое формование.
7.4. Тенденции совершенствования машин для пластического формования
Автоматизация, микропроцессоры. Оптимизация управления, самодиагностика.
Применение новых материалов для элементов конструкции (износостойких, легких, дешевых и т.д.). Использование новых материалов для изготовления формующих узлов (мундштук, формы для раскатки и для допрессовки).
Совершенствование конструкций. Фирма изготовитель или рекомендованная ею фирма производит исследование конкретного сырья и на основании этих данных рассчитывают оптимальные размеры основных конструктивных элементов пресса (винта, головки, мундштука и т.д.).