

7.2.4. Автоматическая линия «Сервис»
Конструкций автоматических линий достаточно много. Автоматическая линия «Сервис» рассмотрена в качестве примера автоматизации операций для пластического формования. На ней автоматизированы операции по формованию заготовок чашек, их сушке и приклеиванию ручек.
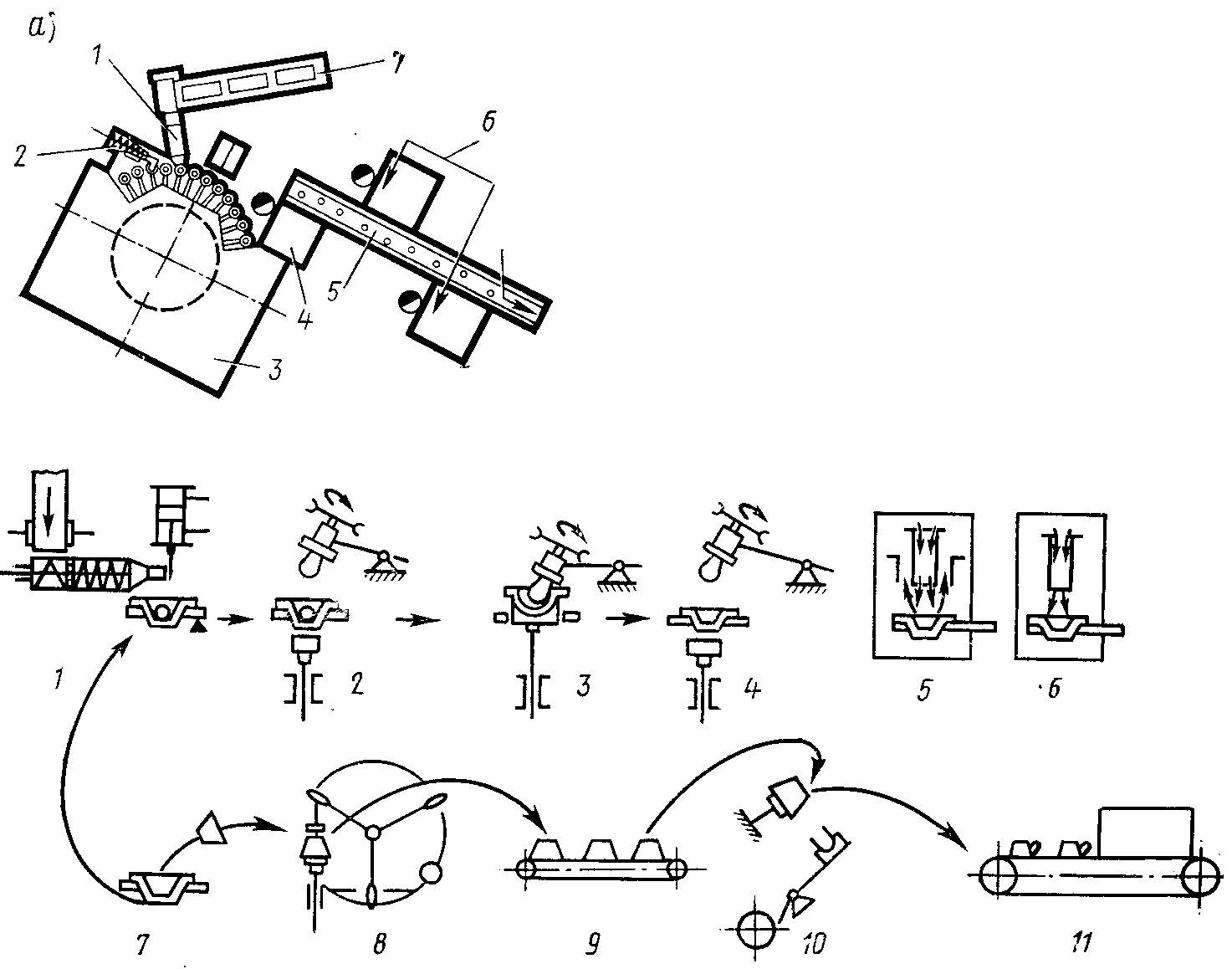
Загрузка: цилиндрическая заготовка из отвакуумированной пластичной массы помещается на транспортер, идущий к питателю.
Разгрузка: высушенные заготовки чашек с приклеенными ручками.
Рабочая камера
Карусельный станок на 36 форм. Поворот осуществляет мальтийский механизм, на позиции формования шпиндель поднимается и вакуумом закрепляет форму (рисунок внизу, 2). В качестве дозатора применяют одновальный вакуумный пресс 1.
Перемещение отвакуумированной массы: транспортер 7, вакуумный пресс–дозатор 1, нож, форма (рисунок внизу, 1), раскатка 2, 3, 4, обрезка краев, сушка в форме горячим воздухом 5 (400–450С, 80 с до влажности 10–12%), охлаждение холодным воздухом 6 (20–25С), извлечение из формы 7 (наполняемая воздухом резиновая груша входит внутрь заготовки). оправка краев влажной поролоновой губкой 8, транспортер 9, прикрепление ручек 10.
Производительность до 1200 чашек в час, площадь 20 кв. м, мощность 5 кВт.
+ надежный,
+ автомат.
7.2.5. Дефекты формования методом раскатки
ЛИЗУН – небольшое утолщение заготовки со стороны шаблона. Следствие быстрого темпа формования или быстрого подъема шаблона. Результата высокой пластичности (влажности) массы.
НЕДОФОРМОВАННОСТЬ ЗАГОТОВКИ – незавершенные края заготовки. Следствие установки пласта не по центру заготовки или недостатка массы.
ЖМОТИНЫ, ВОЛНЫ – складки и морщины на поверхности заготовки. Следствие плохого соединения слоев массы при формовании. Обычно возникают на стороне, обращенной к форме, особенно при утолщенных стенках заготовки. Появляется сначала за контуром заготовки, распространяясь на край полуфабриката. Результат недостаточной пластичности массы, износа поверхности РШ, неплавное касание заготовки РШ. Устраняют повышением пластичности массы, двухстадийным формованием, зачисткой поверхности заготовки при оправке.
УГЛУБЛЕНИЕ ИЛИ БУГОРОК В ЦЕНТРЕ ДНА. Плохая регулировка осей РШ и шпинделя. Центр РШ не достает до дна заготовки – бугорок, РШ слишком велик (плохо заточен) и его вершина не совпадает с центром заготовки – углубление.
БОРОЗДЫ И ЦАРАПИНЫ. Причина – наличие в массе крупных зерен, а также царапин и раковин на шаблоне.
ОСТРЫЙ КРАЙ. Дополнительный ободок различной протяженности по краю тарелки. Причина – плохо отлаженная резка края. Дефект часто не устраняется при оправке.
ШЕРОХОВАТАЯ ИЛИ ВОЛНИСТАЯ ПОВЕРХНОСТЬ. Образуется на плоских заготовках со стороны РШ. Шероховатость – следствие недостаточного различия скоростей шпинделя и РШ или недостаточной температуры нагрева металлического РШ. Волнистая поверхность – следствие слишком большого различия в скоростях шпинделя и РШ.
7.3. Допрессовка (штамповка)
Этим методом формуют жесткие пластичные массы (14–16%). Масса несжимаема, поскольку воздуха в ней практически нет, поэтому в форму помещают избыток массы, а ее излишки удаляют через отверстия или обрезают. Для придания пластичной массе требуемой формы требуется небольшое давление, поэтому можно использовать простейший прессующий механизм – эксцентриковый. Эти методом можно формовать изделия различного назначения и формы. В качестве примера будут рассмотрены пресс Самарина и револьверный пресс для прессования черепицы.