

Диаграмма рассеивания или разброса
Она применяется тогда, когда требуется представить, что происходит с одной из переменных величин, когда другие медленно изменяются.
а)

б )
)

в)

Расслоение данных или Стратификация
Это уточнение диаграммы Парето











Контрольная картаприменяется, когда требуется установить, сколько колебаний в процессе вызвано случайными изменениями, а сколько колебания обязаны чрезвычайным обстоятельствам или отдельным действиям, чтобы определить, поддаётся процесс статистическому регулированию или нет.
Контрольная карта представляет собой рассмотренный выше временной ряд со статически
определённымиверхними и нижними границами, нанесёнными по обе стороны. Они называются Верхний и Нижний пределы.
Границы регулирования рассчитаны с учётом принятого распределения значений контрольного параметра и доверительной вероятности получения ложного предупреждения сигнала о разладке операции.
Решение о разложенной операции принимается при выходе хотя бы одного наблюдателя, фиксируемого на карте в виде точки за границей регулирования.
Однако ещё до выхода точек за границы регулирования контрольная картадаёт возможность судить о наметившихся нарушениях технологической операции последнего признака.
а) Вблизи границ регулирования появляется несколько последних значений контрольного параметра.
б) Значения распределяются по одну сторону от центральной линии, то есть среднее значение смещается относительно центра настройки станка или процесса.
в) Значения сильно разбросаны
г) Намечается тенденция приближённого значения контролируемого параметра к одной из границ регулирования.
10. Методы оценки уровня качества (дифференциальный, комплексный, смешанный).
1)Классификация определённой комплекции показателей качества
2)Оценка качества прибора по заданной математической модели комплексного показателя качества
3)Использование энергетического порога чувствительности как одного из возможных подходов к оценке качества прибора (физический метод)
4)Использование коэффициента конструктивной эффективности для оценки качества прибора
5)Коэффициент экономической эффективности как показатель технико-экономического прибора.
K=F (E1, E2...En)
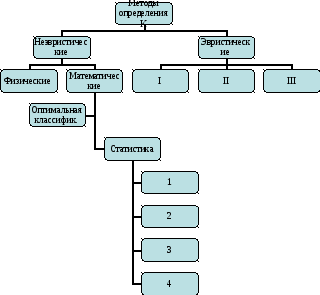
1-Корелляционный
2-Регрессионный
3-Компонованный
4-Факторный
I-Экспертный метод определения весомости
II-Экспертный статистический метод, прямой и обратный
III-Метод эвристической классификации
Эвристические методы - методы, основанные на обработке и сборе экспертных данных.
Определяющий признак- сбор и обработка экспертных данных
Эффективны:
1)Эксперт, вынося суждение о качестве, основывается на реальных свойствах прибора на своём опыте разработки и эксплуатации данного вида продукции в реальных условиях производства и потребления.
2)В этих методах применяются специальные процедуры сбора и статистические обработки экспертных данных.
3)Эвристический метод чаще применяется для оценки уникальных и узкоспециальных приборов.
3 задачи эвристических методов:
1) Определение коэффициента весомости и относительно-единичные показатели качества (математическая модель жёстко задаётся).
2)Рассчитать значение комплексных показателей для заданных наборов единых показателей качества.
3) Назначить наборы численных значений единых показателей, если заданы значения комплексных показателей.
Экспертно-статистические методы сочетают в себе достоинство экспертных и статистических процедур.
Как экспертные методы, они требуют большой выбор реальных изделий.
Как статистические методы, они позволяют достоверно определить вид и параметры математической модели комплексного показателя качества.
Прямые экспертно-статические методы
Экспертам представляют некую выборку приборов одного назначения, обладающего едиными свойствами.
Проанализировав эту информацию, эксперты дают комплексную оценку этой группе изделий. Далее эта информация подвергается статистической обработке и устанавливает математической модель комплексного показателя качества.
n- Число экспертов, независимо друг от друга предлагают определитьLнаборов единых параметров Е изделий одного уровняK.
Некое множество объектов с различными едиными показателями развивают на tклассов. Объекты, попавшие в 1 класс, должны иметь близкие комплексные значения показателей качества.
При выделении класса используют экспертные оценки, и для каждого класса определяют математическую модель комплексного показателя качества.