

лекции по МСС / читать лекции / Лекция 1 2
.docЛекция N 1
ВИДЫ ВЗАИМОЗАМЕНЯЕМОСТИ И ТОЧЬНОСТЬ. ВЗАИМОЗАМЕНЯЕМОСТЬ. РАЗМЕРЫ,ОТКЛОНЕНИЯ,ДОПУСКИ,
ПОСАДКИ.
Взаимозаменяемость- это свойство независимо изготовленных деталей занимать свое место в сборочной единице без дополнительной или ручной обработки при сборке, обеспечивая при этом нормальную работу сборочного узла, другими словами это возможность сборки и замены при ремонте деталей и сборочных единиц другими независимо изготовленными экземплярами без подгонки при выполнении технических условий, и при достижении заданных показателей машины.
Пример: вал должен входить во втулку независимо от нее изготовленный.
Получаемые таким образом изделия должны удовлетворять техническим условиям и эксплуатационным требованиям.
Примеры: между валом и втулкой должен быть зазор. Должно быть обеспеченно прилегание витков резьбы, так как от этого зависит долговечность резьбового соединения. Для выполнения этих условий нужна точность выполнения установленных размеров.
Виды взаимозаменяемости - внешняя и внутренняя.
Внешняя взаимозаменяемость – это взаимозаменяемость готовых изделий и агрегатов, установленные в другие более сложные машины.
Пример: измерительная головка в измерительных устройствах.
Внутренняя взаимозаменяемость – это взаимозаменяемость отдельных деталей механизмов входящих в изделие, узел или агрегат.
Взаимозаменяемость может быть полной и неполной.
Взаимозаменяемость полная – если требуемые эксплуатационные свойства
Пример: точность сохраняется у всех деталей
Взаимозаменяемость неполная – то есть ограниченная, если изготовленные детали сортируют по группам, в пределах каждой группы размеры деталей имеют минимальные неточности.
В процессе изготовления любой детали возникают погрешности в изготовлении.
Δх = хдейств - хпредп
Устранить погрешность изготовления полностью нельзя можно лишь уменьшить.
Допуск размера – погрешность размеров, при которой возможна нормальная работа собранного узла, [Т].
Поверхности деталей могут быть сопрягаемые и не сопрягаемые.
Сопрягаемые поверхности в свою очередь могут быть охватывающими, то есть внутренние цилиндрические поверхности (отверстия) и охватываемые, то есть наружные цилиндрические поверхности (валы).
Не сопрягаемые – поверности, которые остаються свободными.
Размеры могут быть номинальными, предельными и действительными.
Номинальные размеры – полученные путем прочностных расчетов [d,D].
Действительные размеры – полученные путем измерения [dr,Dr].
Предельные размеры –
Отклонение – это есть разность между действительными и номинальными размерами.
Er = D r – D
er = d r – d
Предельные отклонения:
Es = D max – D – верхнее предельное отклонение отверстия;
еs = d max – d – верхнее предельное отклонение вала;
ei = d min – d – нижнее предельное отклонение вала;
EI = D min – D – нижнее предельное отклонение отверстия.
Допуск – разность между наибольшим и наименьшим отклонениями предельных размеров.
TD = D max – D min – допуск отверстия;
Td = d max – d min – допуск вала.


TD = ES – EI
Схема графического расположения полей допусков для вала и отверстия.






















± 0


































Поле допуска – это есть поле ограниченное двумя линиями предельными отклонениями [ES,EI].
Положение поля допуска относительно линии номинального размера или нулевой линии определяется одним из двух отклонений.
В системе допусков и посадок за основное отклонение принимается наименьшее из двух отклонений по абсолютной величине, то, которое расположено ближе всего к нулевой линии.
Допуск систем - стандартный допуск, установленный системой допусков и посадок для какого-то интервала номинальных размеров.
Единица допуска – выражает зависимость допуска системы от номинального размера и служит базой для определения стандартных допусков.
I=0.45*
3√Dm+0.001*Dm


Dm = D max *D min
Единица допуска является функцией номинального размера.
К размерам, имеющим одинаковое значение, предъявляются разные требования в отношении точности, поэтому стандартная система допусков и посадок содержит ряды квалитетов.
Квалитет – это есть совокупность допусков, соответствующих одинаковой степени точности, для всех номинальных размеров.
Квалитет определяет число единиц допуска, содержащихся в допуске системы.
Допуск для квалитетов вычисляется по формуле:
Т = a*i (J);
а – число единиц допуска, то есть коэффициент, который является в пределах данного квалитета постоянным.
В пределах одного и того же квалитета коэффициент а постоянен, поэтому все номинальные размеры в каждом квалитете имеют одинаковую степень точности, но допуски в одном и том же квалитете для разных размеров разные, так как с увеличением номинальных размеров увеличивается и единица допуска.
При переходе от квалитета высокой точности к квалитету низкой точности допуска увеличиваются, так как увеличивается коэффициент а ,и поэтому в разных квалитетах точность одних и тех же квалитетов будет разной.
Посадки – это есть характер соединения двух деталей, обуславливающий его эксплуатационные свойства, образуется при соединении двух деталей вала и втулки.
Характер посадки определяется величиной получаемых зазоров или натягов. Если размер отверстия до сборки D>d, то посадка с зазором; если d>D,то посадка с натягом.
В машиностроении существует три вида посадок:
1). С зазором
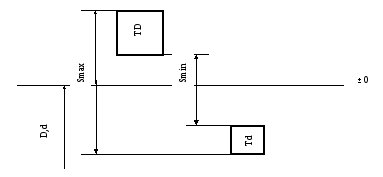

S min = D min – d max = EI – es
S max = D max – d min = ES - ei
Частным случаем посадки с зазором является скользящая посадка

S min = 0 ; S max = TD + Td.
2). C натягом


Поле допуска вала выше поля допуска отверстия, она характеризуется двумя натягами.
N max = d max – D min = es – EI
N min = d min – D max = ei – ES
3). Переходная

Характеризуется S max = ES – ei ;
N max = es – EI.
Основной вал и основное отверстие
Основное отверстие – когда нижнее отклонение отверстия = 0; а верхнее отклонение равно допуску.
± 0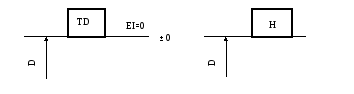
Основной вал – когда верхнее отклонение вала = 0; а нижнее по модулю равно допуску.

Допуск посадки с натягом TN = N max – N min.
Допуск посадки с зазором TS = S max – S min.