

Зубообрабатывающие станки
.pdfРис. 3.15. Общий вид зубофрезерного станка с ЧПУ мод. 5320Ф4
94
95

Система координат и основные движения исполнительных органов станка.
На рис. 3.15 показано расположение и перемещения основных узлов в системе координат станка: 1) Х – перемещение в мм инструмента по нормали к оси заготовки (движение радиальной подачи). Sp– радиальная подача, мм/об, 2) Y – перемещение в мм инструмента вдоль своей оси (движение тангенциальной подачи). ST – тангенциальная подача, мм/об, 3) Z – перемещение в мм инструмента вдоль оси заготовки (движение продольной подачи). Sn – продольная подача, мм/об, 4) A – угол поворота инструмента вокруг нормали к оси заготовки – установочное перемещение, в формообразовании не участвует,
− 45 ≤ A ≤ 45 , 5) В – угол поворота фрезы, обороты, 6) С – угол поворота заготовки, обороты, 7) W – перемещение в мм контрподдержки инструмента является вспомогательным перемещением от гидроцилиндра, в формообразовании не участвует.
Согласованные движения.
Движение обката является основным движением. При нарезании прямозубых колес зависимость между углами поворота инструмента B и заготовки C
i = |
B |
= |
Zзаг |
, |
|
|
|||
BC |
|
|
k |
|
|
C |
|
||
|
|
|
|
|
где k - число заходов фрезы; Zзаг - число зубьев нарезаемого колеса.
При нарезании косозубых колес зависимость между углами поворота
инструмента |
B и заготовки C |
|
|
|
|
|
|
|
|
||
|
iBC = |
B |
= |
Z |
заг |
|
± |
S |
п |
sin β |
|
|
|
1 |
|
|
. |
||||||
|
|
|
|
|
|
|
|||||
|
|
C |
k |
|
|
πmZзаг |
|||||
Здесь π mZ заг |
sin β = T – шаг винтовой линии зуба нарезаемого колеса, m – |
||||||||||
нормальный модуль нарезаемого колеса. |
|
|
|
|
|
||||||
В этой зависимости знак "плюс" или "минус" определяется исходя из направлений винтовых линий на фрезе и заготовке и вида фрезерования. Так, при встречном фрезеровании и правом наклоне винтовых линий на фрезе и колесе (см. рис. 3.3, б), зависимость между углами поворота инструмента B и заготовки C
|
|
Z |
заг |
|
S |
п |
sin β |
|
πmZ |
|
−S sinβ |
|
|
iBC = B |
= |
|
1− |
|
|
|
= |
|
заг |
п |
. |
||
|
|
|
|
|
|
πmk |
|||||||
C |
|
k |
|
πmZзаг |
|
|
|
||||||
При этом вращение заготовки в процессе обката (В2) и ее доворот для получения винтовой линии (В4) будут идти в одном направлении против часовой стрелки.
96
3.3. Особенности кинематических структур зубодолбежных станков с ЧПУ
Зубодолбежные станки с ЧПУ позволяют вести обработку на оптимальных режимах резания за счет бесступенчатого регулирования числа двойных ходов шпинделя долбяка, круговой подачи и радиального врезания стола. На пульте управления при наладке станка кроме перечисленных режимов резания набирают параметры колеса и его тип (с внутренним или наружным зубом).
Зубодолбление (см. рис.1.3, д) по методу обката воспроизводит зацепление пары цилиндрических колес с параллельными осями, одним из которых является инструмент - долбяк. Таким способом могут быть обработаны любые детали, входящие в зацепление с сопряженным зубчатым колесом (прямозубые, косозубые и шевронные колеса, зубчатые рейки и секторы, некруглые колеса и блоки колес). Инструмент - долбяк представляет собой прямозубое или косозубое колесо, боковые поверхности которого затылованы для получения заднего угла, то есть изготовлены в виде режущих элементов.
При обработке косозубых колес, кроме движения обката и возвратнопоступательного движения инструмента, долбяку сообщается дополнительный поворот (винтовое движение) с помощью винтовых направляющих (рис. 3.17). Неподвижный копир 1 связан с червячным колесом, передающим вращение на инструмент, а подвижный 2 (рис. 3.17) - закреплен на шпинделе и совершает возвратно-поступательное движение, скользя при этом по неподвижному копиру. Копиры - сменные. При наладке на обработку прямозубого колеса устанавливают прямолинейные копиры.
Для каждого значения величины хода винтовой линии зуба требуется свой копир. Так как долбяк и винтовая направляющая имеют одинаковые шаги, то с помощью одной винтовой направляющей можно обрабатывать колеса с различным углом наклона, применяя для этой цели долбяки различного диаметра. Угол наклона винтовой направляющей определяется из
соотношения: sin β = |
πmZ∂ол |
, где T |
- высота подъема (шаг) винтовой |
|
|||
|
T |
|
|
направляющей (не превышает 45° из-за возникающих усилий).
При обработке колес с внутренним зубом нарезаемое колесо и долбяк имеют одинаковое направление винтовой линии, при обработке колес с наружным зубом - разное.
97
Схема обработки цилиндрического прямозубого колеса зуборезным долбяком на зубодолбежном станке с ЧПУ, представленная на рис. 3.18, включает в себя все исполнительные движения, характерные для зубодолбежного станка с механическими связями. К ним относятся ФV(П1), Фs(B2B3) (см. рис.1.3 д), движение врезания Вр(П4), вспомогательное движение качания суппорта Всп1(В6), вспомогательное движение ускоренного подвода и отвода салазок стола Всп2(П7), вспомогательное движение ускоренного вращения стола с заготовкой для выверки ее биения ВспЗ(В8). Помимо них на станке с ЧПУ возможно установочное движение каретки суппорта Уст(П5) для изменения зоны долбления.
Рис.3.17. Устройство для нарезания косых зубьев
98
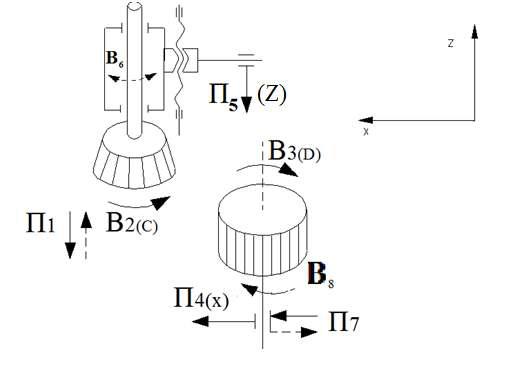
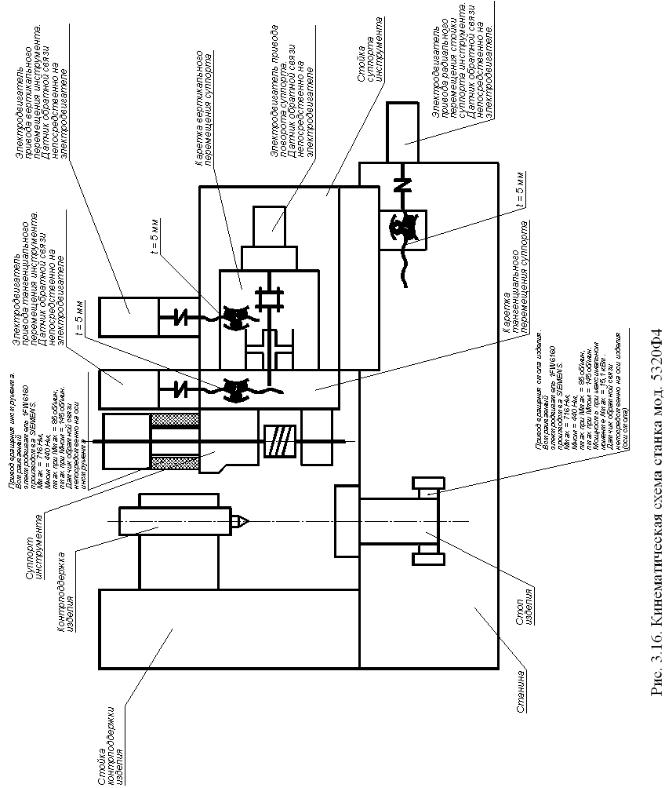
Рис.3.18. Схема обработки на зубодолбежном станке сЧПУ
Вращение шпинделя с инструментом осуществляется по координате «С», которая является ведущей, а перемещения заготовки и инструмента происходят по координатам X и Z.
В отличие от станка с механическими связями на зубодолбежном станке с ЧПУ, кинематическая структура которого показана на рис. 3.19, главное движение резания осуществляется от регулируемого по частоте электродвигателя Мп. Межосевое расстояние между долбяком и заготовкой устанавливается с помощью регулируемого электродвигателя Мх и передачи винт-гайка. Точность перемещения стола с заготовкой определяется датчиком Дх. На станке установлен датчик ДD, позволяющий производить точный отсчет одного оборота стола с заготовкой.
99
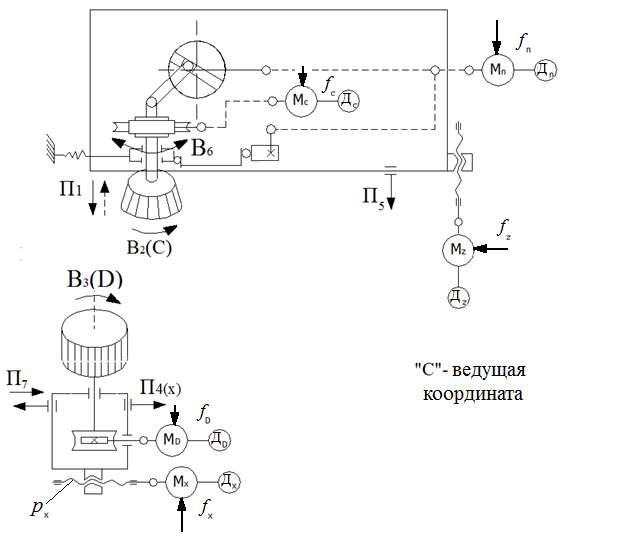
Рис.3.19. Кинематическая структура зубодолбежного станка с ЧПУ
Остальные цепи кинематической структуры станка с ЧПУ аналогичны базовому станку с механическими связями, за исключение цепи обката, которая в данном случае будет разомкнутой (без гитары iдел). Согласование вращений В2 и ВЗ в этом случае будет осуществляться через УЧПУ с помощью импульсов, посылаемых к нему от датчика Dс, а от УЧПУ к электродвигателю MD. Настройка на исходное положение ФV(П1) осуществляется с помощью установочного движения Уст(П5) от электродвигателя Mz.
Главное движение — поступательное перемещение П1 ползуна производится электродвигателем Мп через кривошипный механизм. Число двойных ходов инструмента определяется из уравнения:
nМП iп =nдв.х, где nдв.х =1000V 2L, L=b+2h,
2L, L=b+2h,
100

где V – скорость резания, м/мин, L – ход ползуна, мм, b – ширина зубчатого венца, мм, h – величина перебега, мм.
Частота вращения nc ведущей координаты «С» определяется из уравнения nмс ic =nc ,
где n = S |
|
πmZ |
|
n , мин−1 , |
|
|
|||||||
c |
|
д |
|
|
дол |
дв.х |
|
|
|
|
|||
n = f |
c |
60/ K |
, мин-1 – частота вращения электродвигателя координаты «С». |
||||||||||
м |
|
|
c |
|
|
|
|
|
|
|
|
|
|
с |
|
|
|
|
|
|
|
|
|
|
|
|
|
Отсюда, f |
|
= |
Kc |
|
1 |
|
Sд |
|
n |
, Гц – частота управления приводом координаты |
|||
c |
|
|
|
|
|||||||||
|
|
|
|
60 |
|
ic |
π mZ |
|
дв.х |
|
|||
|
|
|
|
|
|
дол |
|
|
|||||
«С», где Sд |
- круговая подача долбяка, мм/дв.х; Zдол |
- число зубьев долбяка. |
|||||||||||
Частота |
управления |
приводом поворота |
стола fD определяется из |
||||||||||
уравнения, записанного для цепи деления, исходя из следующих рассуждений. Так как время поворота на один зуб инструмента и заготовки, находящихся в процессе обработки в зацеплении, одинаково, то найдем это время отдельно для каждого элемента зацепления и приравняем друг к другу.
|
Тогда получим: |
|
|
|
|
|
|
|
||||||||||
t |
= |
|
1 |
(об.долб.) |
1 |
K |
(имп/об) |
|
|
1 |
, сек - время поворота долбяка на 1 зуб, (1) |
|||||||
|
|
|
|
|
|
|
||||||||||||
1дол |
|
|
Z |
д |
|
|
i |
c |
|
|
f |
(Гц) |
|
|||||
|
|
|
|
|
|
|
c |
|
|
|
|
c |
|
|
||||
t2заг |
= |
1 |
|
(об.заг.) |
1 |
KD (имп/об) |
|
|
|
1 |
, сек - время поворота заготовки на 1 зуб, (2) |
|||||||
Z |
|
|
|
|
|
f |
|
(Гц) |
||||||||||
|
|
заг |
|
i |
|
|
|
D |
|
|||||||||
|
|
|
|
|
D |
|
|
|
|
|
|
|||||||
где ic и iD - передаточные отношения механизмов привода инструмента и стола с заготовкой соответственно; Kc и KD - числа импульсов, посылаемых датчиками соответствующих координат в УЧПУ за один оборот их роторов.
Приравнивая правые части (1) и (2), получим:
|
fD = |
KD |
|
ic |
|
Zдол |
fc , Гц - частота управления приводом координаты «D». |
||
|
|
i |
|
||||||
|
|
K |
c |
|
|
Z |
заг |
||
|
|
|
|
D |
|
|
|||
|
Цепь радиального врезания (координата Х) связывает электродвигатель Мх |
||||||||
с ходовым винтом радиальной подачи в соответствии с уравнением |
|||||||||
|
nмx (мин−1) ix Px = Sp, мм/мин, где nмx - частота вращения электродвигателя |
||||||||
М ; |
i - передаточное отношение механизмов привода салазок стола; P - шаг |
||||||||
х |
x |
|
|
|
|
|
|
x |
|
ходового винта координаты «X»; Sp - радиальная подача, мм; ix - передаточное отношение механизмов привода салазок стола.
101
Отсюда, fx |
= |
Kx |
|
|
1 |
SP, Гц - частота управления приводом координаты |
|
|
|
||||
|
|
60 i |
P |
|||
|
|
|
|
x |
x |
|
«X».
Цепь установочного движения по координате Z записывается аналогично цепи радиального врезания по координате Х.
При нарезании косозубых колес устанавливают сменные винтовые направляющие (копиры), шаг Tн которых определяется аналогично шагу копиров в зубодолбежном станке с механическими связями по формуле:
T = T |
= T |
|
Zдол |
, где T |
= πmZзаг . |
|
|
||||||
н дол |
заг |
|
Z |
|
заг |
sinβ |
|
|
|
|
заг |
|
|
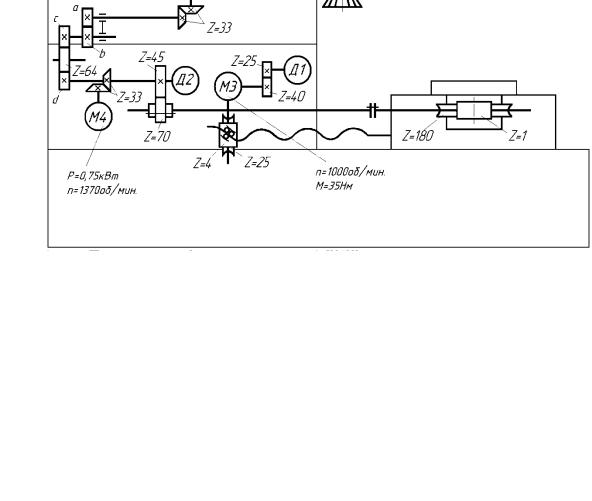
Станок мод. 5А140ПФ2 (рис. 3.20) выполнен на базе станка мод. 5А140 и оснащен системой ЧПУ.
Рис. 3.20. Кинематическая схема станка мод. 5А140ПФ2
В отличие от станка мод. 5А140 главное движение резания осуществляется от электродвигателя постоянного тока M1, обеспечивающего возможность
102
изменения его скорости в цикле. Межосевое расстояние между долбяком и заготовкой устанавливается с помощью электродвигателя постоянного тока МЗ, червячной передачи 4/25 и передачи винт-гайка качения, в которой гайка жестко связана с червячным колесом 25, а ходовой винт - с корпусом стола. Точность перемещения стола с заготовкой определяется датчиком Д1. На станке установлен датчик Д2, позволяющий производить точный отсчет одного оборота заготовки. Остальные цепи кинематической структуры станка мод. 5А140ПФ2 аналогичны базовому.
103