

Д д д Исполнение 1 Исполнение 2 Исполнение 3



Рисунок 2 – Размеры прямобочных шлицевых соединений и их исполнение
Центрирование по наружному диаметру D рекомендуется в случаях повышения требований к соосности элементов соединения, когда твердость втулки допускает обработку чистовой протяжкой, а вал обрабатывается фрезерованием и шлифованием по наружному диаметру D. Нецентрирующие диаметры выполняют: d1 – по H11, размер d – не менее d1. По внутренней поверхности соединения остается зазор с. Применяется в неподвижных соединениях, а также в подвижных соединениях, передающих малый крутящий момент, т.е. в соединениях с малым износом поверхностей.
В ГОСТ 1139-80 предусмотрены следующие посадки при центрировании по наружному диаметру (см. таблицу 4).
Посадки по боковым сторонам шлицев при этом должны соответствовать приведенным в таблице 5.
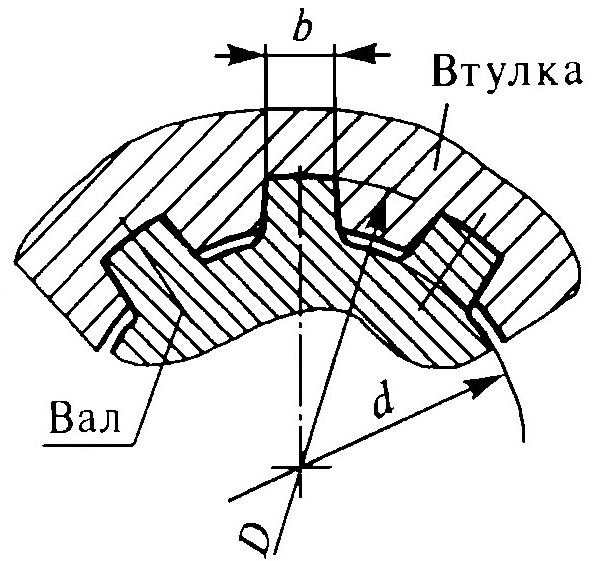

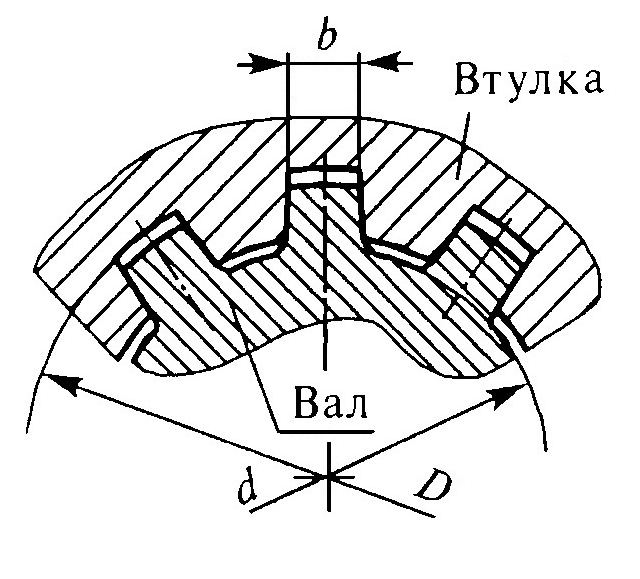




Рисунок 3 – Способы относительного центрирования в прямобочных шлицевых соединениях
Таблица 4 – Посадки центрирующего диаметра
|
Поле допусков втулки |
Поле допуска вала | ||||||
|
d |
e |
f |
g |
h |
js |
n | |
|
H7 |
- |
- |
|
|
|
|
|
|
H8 |
|
|
- |
- |
|
- |
- |
|
H10 |
|
|
- |
- |
- |
- |
- |
Примечание: В квадратных скобках приведены посадки предпочтительного применения.
Центрирование по внутреннему диаметру d применяют при повышенных требованиях к совпадению геометрических осей, когда охватываемая деталь подвергается термообработке по твердости HRC > 40. Исправит коробление детали, полученное при термообработке, и получить точную центрирующую поверхность можно только шлифованием внутреннего диаметра отверстия, а точные поверхности на валу – только шлифованием впадин между шлицами профильными кругами.
Таблица 5 – Посадки по боковым сторонам шлицев b
|
Поле допуска втулки |
Поле допуска вала | ||||
|
d |
e |
f |
h |
js | |
|
D9 |
|
|
|
|
|
|
F8 |
- |
|
|
|
|
|
F10 |
|
|
|
|
- |
Примечание: В квадратных скобках приведены посадки предпочтительного применения.
Обычно при этом шлифуются и боковые грани шлицев. Не центрирующие диаметры выполняют: D1 – по Н12, D – по а11. По наружной поверхности образуется зазор с. Этот способ центрирования обеспечивает наибольшую точность.
В ГОСТ 1139-80 предусмотрены следующие посадки при центрировании по внутреннему диаметру (см. таблицу 6).
Таблица 6 – Посадки центрирующего диаметра d
|
Поле допуска втулки |
Основное отклонение вала | |||||
|
e |
f |
g |
h |
js |
n | |
|
H7, H8
|
|
|
|
|
|
|
Примечание: в квадратных скобках приведены посадки предпочтительного применения.
Посадки по боковым сторонам шлицев должны соответствовать приведенным в таблице 7.
Центрирование по боковым поверхностям b используется, когда к соосности не предъявляют высоких требований, при передачи значительных моментов, в случаях, когда недопустимы большие зазоры между боковыми поверхностями вала и втулки.
Боковые грани шлицев вала обычно шлифуют. У основания шлицев предусматривают канавки (см. рисунок 3, в). Центрирование по боковым граням применяется в случаях, когда окончательная твердость втулки HRC < 40, т.е. когда протягивание может служить окончательной операцией обработки отверстия.
Таблица 7 – Посадки по боковым сторонам шлицев b
|
Поле допуска втулки |
Основное отклонения вала | |||||
|
d |
e |
f |
h |
js |
k | |
|
D9 |
|
|
|
|
|
|
|
D10 |
|
|
- |
- |
- |
- |
|
F8 |
- |
- |
|
|
|
|
|
F10 |
|
|
|
|
|
|
|
H8 |
-
|
-
|
-
|
|
|
- |
|
H9 |
|
- |
|
|
- |
- |
|
H11 |
|
- |
|
|
- |
- |
Примечание: В квадратных скобках приведены посадки предпочтительного применения.
Таблица 8 – Посадки по боковым сторонам шлицев
|
Поле допуска втулки |
Поле допуска вала | |||||
|
d |
e |
f |
h |
js |
k | |
|
D9 |
|
|
|
|
|
|
|
F8 |
- |
|
|
- |
|
- |
|
F10 |
|
|
|
|
|
|
Диаметры выполняют: D1- по H12, D и d – по a11, d1 – по H11. По наружной и внутренней поверхностям соединения образуются зазоры ( см. рисунок 3, г).
В ГОСТ 1139-80 предусмотрены следующие посадки при центрировании по боковым сторонам шлицев (см . таблицу 8).
Поля допусков нецентрирующих диаметров должны соответствовать таблице 9.
Таблица 9 – Поля допусков не центрирующих диаметров
|
Нецентрирующий диаметр |
Вид центрирования |
Поле допуска | ||
|
Вал |
Втулка | |||
|
Подвижное соединение |
Неподвижное соединение | |||
|
d |
По D или b |
- |
- |
H11 |
|
D |
По d или b |
a11, d10, f9 |
a11, f9, h10 |
H10, H11, H12 |
КОНТРОЛЬ ШЛИЦЕВЫХ СОЕДИНЕНИЙ
Элементы шлицевых соединений контролируют комплексными или поэлементными калибрами для внутренних и наружных шлицев.
На рисунке 4 показаны три метода контроля шлицевых эвольвентных соединений.
Стандартный метод контроля осуществляют проходным комплексным и непроходным секторным калибром (контролируют суммарный допуск Т). Допуск Те устанавливается в качестве справочного и не используется для принятия и отбраковки деталей.
Альтернативный метод А предусматривает проверку с помощью проходных комплексных калибров, непроходных секторных и комплексных калибров, непроходных секторных и комплексных калибров. Данный метод применяют для того, чтобы обеспечить максимально эффективный боковой зазор Сν max.
Альтернативный метод В используют там, где не требуется контролировать погрешность формы и расположения шлицев.
Шлицевые соединения контролируют комплексными проходными и поэлементными непроходными калибрами. Комплексные калибры должны проходить по контролируемой поверхности под действием собственной массы. Контроль шлицевого вала или втулки комплексным калибром достаточен в одном положении калибра без его перестановки. Контроль поэлементным непроходным калибром должен проводиться не менее чем в трех различных положениях. Если поэлементный проходной калибр проходит в одном из этих положений, то контролируемую деталь считают браком. Вместо поэлементных непроходных калибров допускается применять контроль шлицевых валов и втулок с помощью измерительных роликов.
Если длина комплексного калибра менее 0,5 длины контролируемой поверхности, то необходимо проводить дополнительно проверку отклонения от параллельности F сторон зубьев изделия.
Для отклонения шлицевых валов и втулок шестой и более грубых степеней точности предназначены калибры 3-й степени точности, для контроля восьмой и более грубых степеней точности - калибры 4-й степени точности.
|
Деталь |
Контроль | |||||||||||||||||||||||||
|
Действительный размер |
Эффектив- ный размер |
Стандарт-ный метод |
Альтернатив-ный метод |
Альтернатив-ный метод В | ||||||||||||||||||||||
|
e |
|
|
| |||||||||||||||||||||||
|
Р | ||||||||||||||||||||||||||
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
eu max |
|
|
|
|
|
|
|
|
| |||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||
|
Непроходной секторный калибр - пробка |
| |||||||||||||||||||||||||
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
e min |
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||
|
|
|
| ||||||||||||||||||||||||
|
Непроходной комплексный калибр – пробка Справочный предельный размер
| ||||||||||||||||||||||||||
|
|
|
|
Проходной комплексный калибр – пробка | |||||||||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||
|
|
|
| ||||||||||||||||||||||||
|
e
Sumax |
|
|
| |||||||||||||||||||||||
|
S |
|
|
|
|
| |||||||||||||||||||||
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||
|
|
|
|
|
|
| |||||||||||||||||||||
|
Проходной комплексный калибр-кольцо Справочный предельный размер
| ||||||||||||||||||||||||||
|
Sumin |
|
|
|
|
|
Непроходной комплексный калибр-кольцо | ||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
Smin |
|
|
|
|
|
|
|
|
| |||||||||||||||||
|
Непроходной комплексный сектор-кольцо |
| |||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||
|
|
|
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|
|
|
|
| |||||||||||||||||||
|
Размеры по 2 роликам |
| |||||||||||||||||||||||||

 max
max азмеры
между роликами
азмеры
между роликами






 ном=Sном
ном=Sном max
max

Рисунок 4 – Методы контроля шлицевых эвольвентных соединений