

2.2 Типові технологічні процеси штампування на ковальсько - пресових холодновисадочних автоматах.
На відміну від горизонтально-кувальних машин у більшості холодновисадочних автоматів вісь подачі заготовки не збігається з віссю штампування. На одноударних холодновисадочних автоматах з цільною матрицею 4 (рисунок 2.3, а; див. ГОСТ 12933-67) дріт або пруток 2 подається переривчасто обертовими жолобчастими роликами через отвір відрізний матриці 7 до упору 8. При русі ножа 10 штучна заготівка відрізається від прутка і спеціальним захопленням переноситься на вісь штампування. При русі пуансона 5 до матриці 4 заготівля заштовхується в неї до упору в штовхач 5, після чого висаджується головка виробу. При зворотньому ході пуансона виштовхувач 8 викидає висаджений виріб з матриці.
На двохударних автоматах (рисунок 2.3, б) після відходу пуансона 5 тому на його місце на лінію штампування висувається пуансон 12 другого переходу, а виштовхувач вступає в дію тільки після закінчення другого переходу штампування. Аналогічно працюють трьохударні автомати (рисунок 1.3, в), у яких на санчатах головного повзуна встановлено по три пуансона. На рисунку 2.3 показані слідуючі лінії: 6 - висадки, 9 - подачі; 11 - штампування.

Рисунок 2.3 - Схема висадки на холодновисадочному автоматі з цільної матрицею
При штампуванні кульок і роликів підшипників та інших виробів невеликої довжини заготівки утримуються за допомогою пружин під пуансоном або спеціальними пальцями.
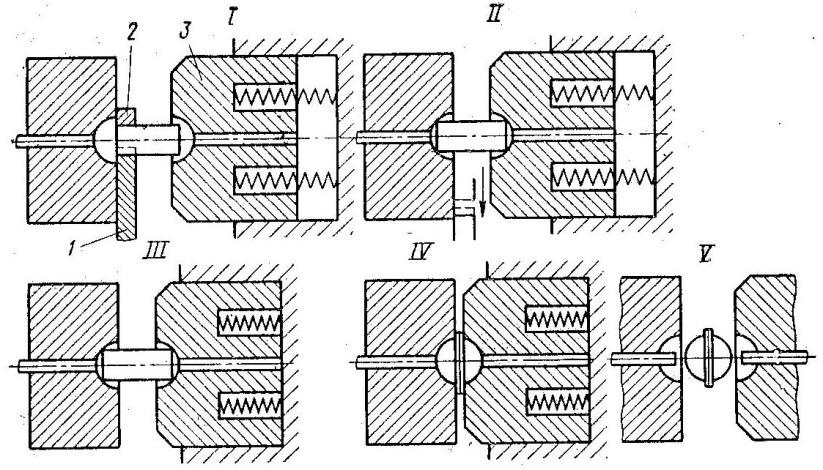
Рисунок 2.4 - Штампування кульки пружинним пуансоном
У першому випадку (рисунок 2.4) після перенесення на вісь штампування відрізаною заготівки, утримуваної ножем і гачком 2, до неї підходить пуансон 3 (І), який спочатку заштовхує заготівку в матрицю, а потім притискає її до матриці пружиною. У цей період ніж відходить назад, а гачок перескакує через заготівку (ІІ). Потім починається процес штампування (ІІІ), який закінчується при крайньому передньому положенні повзуна (IV). При зворотному ході пуансона відбувається двостороннє виштовхування готового виробу.

Рисунок 2.5. Штампування кульки пуансоном без пружини
У другому випадку заготівка, перенесена на вісь штампування (рисунок 2.5, І), утримується ножем 1 і гачком 2 і заштовхується в матрицю виступом спеціального важеля 3. Потім заготівка захоплюється пальцями 4, що дозволяє ножу і гачку відійти назад на вісь подачі (ІІ і ІІІ). При цьому виступ важеля - заштовхувач 3 відходить вправо настільки щоб козирок 5, перешкоджає повороту заготівки при її відрізку, не зачепив за заготівку. Далі підходить пуансон 6 і відразу ж після його зіткнення із заготівкою пальці 4 швидко розходяться, дозволяючи виконати штампування (IV і V).
Аналогічно діють механізми для одночасного переносу заготівок зі струмка в струмок у багатопозиційних автоматах (рисунок 2.6), розрахованих на чотири або п'ять одночасно виконуваних переходів з видачею по одному готовому виробу за кожен подвійний хід головного повзуна. На цих автоматах, крім висадочних робіт, також успішно виконують штампування від прутка виробів з наскрізним отвором, наприклад гайок (рисунок 2.7). Також висока продуктивність у двоударний автоматах з двома лініями подачі (рисунок 2.8) і трьома пуансонами, середній з яких по черзі використовується на обох лініях. У цих автоматах осі подачі збігаються з осями штампування, а готові вироби від дроту відрізають після висадки та чергової подачі.
Зазвичай на холодновисадочних автоматах з рознімною матрицею (рисунок 2.9, див ГОСТ 13931-68) після подачі вихідного прутка 3 крізь отвір відрізної втулки 4 і розімкнутих матриць 5 до упору 6 штучна заготівля затискається матрицями і переноситься на вісь штампування. При цьому вона відрізається від прутка. Потім незатиснутий матрицями її кінець обробляється одним, двома або трьома пуансонами залежно від пристрою автомата. Після цього матриця зсувається назад на лінію подачі і розтискається, а готовий виріб виштовхується торцем вихідного прутка при черговій його подачі (на рисунку 2.9, 1 - лінія подачі; 2 - лінія висадки).
Редукування стержня для підготовки його під накатку різьби часто поєднують з обрізкою граней висадженої головки по контуру шестикутника. Обрізні автомати зі штучної подачею заготовок до матриць мають бункерну завантаження. Виріб 2 (рисунок 2.10) Обрізають рухливою матрицею після заштовхування стержня в матрицю 4 і редуціювання його через сужену частину отвору в цій матриці. Обрізана заготівка виштовхувачем 5 викидається крізь матрицю 2 через отвір в повзуні автомата (3 - фільєр; 6 - заусенец).
Існують також різні способи безвідходної штампування болтів, в тому числі: з висадкою фасонної головки болта в матриці, з формуванням головки. Обжимка на болтоковочній машині і, нарешті, шляхом редукування шестигранного або іншого вихідного прутка, що має профіль за розмірами голівки.
На вирубних автоматах полоса вихідного матеріалу подається переривчасто обертовими роликами в напрямку, перпендикулярному до осі штампування. При виготовленні шестигранних гайок (рисунок 2.11) у смузі спочатку пробивають отвір, потім через декілька ходів подачі зрізають дві пари граней гайки і нарешті її відрізають від полоси, обжимають фаски і зачищають грані шляхом зрізу припуску металу по контуру за проштовхуванні гайки крізь матрицю з ріжучими крайками.

Рисунок 2.6 - Схема штампів багатопозиційного холодновисадочного автомата:
1 - 4 - лінії штампування; 5 - лінія подачі.

Рисунок 2.7 - Переходи штампування гайки:
1 - після відрізки; 2 - калібрування та освіти невеликих фасок; 3 - опади барильця, 4 - формування й 5 - пробивання.

Рисунок 2.8 - Схема штампів двохпозиційного холодновисадочного автомата з двома лініями подання:
1 і 2 - лінії подачі та штампування.

Рисунок 2.9 - Схема штампів однопозиційна холодновисадочного автомата з рознімної матрицею.

Рисунок 2.10 - Схема обрізки граней головки болта і видавлювання його стержня під накатку різьби

Рисунок 2.11 - Технологія виготовлення гайки з полоси на вирубному автоматі