

Оборудование для сверловки металла
Сверловка отверстий в заготовках производится на радиально-сверлильном станке ГС544. Этот станок предназначен для обработки отверстий в мелких и средних деталях и позволяет выполнять: сверление, рассверливание, зенкерование, зенкование, развертывание, нарезание резьб.

Рисунок 6 - Станок радиально-сверлильный модель ГС544 (2К544)
Таблица 18 - Технические характеристики кромкострогального станка 7814 [18]
|
Параметр |
Значение |
|
Устанавливаемый диаметр сверления, мм |
40 |
|
Диаметр нарезаемой резьбы в стали, мм. |
М20 |
|
Вылет шпинделя (мах / min), мм |
929 / 320 |
|
Расстояние от торца шпинделя до плиты (мах / min), мм |
1 000 / 210 (210 ниже плоскости плиты) |
|
Расстояние от оси шпинделя до пола при его горизонтальном положении (мах / min), мм |
1 510 / 560 |
|
Ход шпинделя, мм |
250 |
|
Конус шпинделя |
Морзе 4 |
|
Размеры рабочей поверхности плиты, мм |
1 000 х 710 |
|
Размеры Т-образных пазов стола, мм |
18 |
|
Число ступеней частот вращения инструмента |
12 |
|
Число подач |
4 |
|
Величины подач, мм/об. |
0, 056 - 1; 0, 18 - 0,32 |
|
Мощность привода главного движения, кВт |
2,2 |
|
Размеры съёмного коробчатого стола, мм |
500 х 360 х 400 |
|
Продолжение таблицы 18 |
|
|
Габаритные размеры, мм: длина, мм ширина, мм высота, мм |
1790 950 2040 |
|
Масса, кг |
1 300 |
Сборочное оборудование
Сборка балочного элемента колонны производится на специальном стенде, изображенном на рисунке.
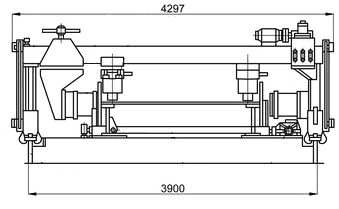
Рисунок 1 - Стенд для сборки двутавровой балки на прихватках
Стенд предназначен для сборки на прихватках двутавровых балок длиной до 15 м, высотой 460 – 2000 мм, шириной пояса до 600 мм и толщиной пояса до 50 мм. Установка состоит из двух основных частей: стационарного стеллажа-стенда, на котором укладываются и собираются элементы балки и передвижного портала с пневмоприжимами для сборки двутавра. Стенд состоит из фундаментной рамы и двух продольных балок, служащих опорой для стенки собираемого двутавра.
Одна из опорных балок может передвигаться по раме параллельно самой себе и устанавливаться в соответствии с высотой собираемой двутавровой балки. Передвижение опорной балки производится несколькими горизонтальными винтами, которые приводятся во вращение электродвигателем через редуктор, продольный вал и конические передачи. Самоходный сборочный портал снабжен двумя вертикальными пневмоприжимами для прижатия пояса собираемого двутавра к опорным балкам и двумя горизонтальными пневмоприжимами для прижатия поясов к стенке двутавра. Один вертикальный и один горизонтальный прижим установлены на портале неподвижно, а другие два подвешены к кареткам и могут передвигаться по ригелю портала для установки на необходимый размер собираемого двутавра. Портал передвигается по рельсовому пути, смонтированному на раме, с помощью электропривода кранового типа со скоростью 30 м/мин. Для удобства снятия собранной балки предусмотрены специальные пневмотолкатели. При сборке двутавра его стенка укладывается на опорные балки, а пояса – вдоль этих балок на опорные винты, установленные на определенную высоту.
Портал, передвигаясь вдоль собираемого изделия, останавливается против места прихваток. Включаются пневмоприжимы, и производится прихватка собираемых элементов. Затем прижимы отводят, портал подводится к месту следующих прихваток и цикл повторяется.