

3. Оборудование для уборки флюса. Уборку флюса осуществляем вручную, с помощью специальной металлической щетки.
В установку для сварки обечаек по продольным и кольцевым швам входит:
- роликовый стенд ТМ–30;
- велосипедная тележка ВТ–1;
- сварочная головка А–1416.
Примеры написания технологии изготовления металлоконструкции. Технология изготовления изделия
Правка листов
- Лист подается к листоправильной машине;
- Лист стопорится и заводится в валки;
- Правится лист (отклонение от плоскости 1±0,5 мм).
Оборудование:
- Девятивалковая истоправильная машина 9х360х2800;
- Грузоподъемный кран;
- Листозахваты СТ-03.
Термическая резка листов
- Лист подается к газорезательной машине;
- Вводится программа резки;
- Резка листа;
- Контроль внешний и измерительный.
Оборудование:
- Портальная установка газопламенной резки «Кристалл-2,5»;
- Грузоподъемный кран;
- Листозахваты СТ-03.
Механическая резка листов
- Лист подается к гильотинным ножницам;
- Лист заводится в ножи на необходимое расстояние;
- Резка листа;
- Контроль внешний и измерительный.
Оборудование:
- Гильотинные ножницы НГ-16;
- Грузоподъемный кран;
- Листозахваты СТ-03.
Обработка кромок листов
- Лист подается к кромкострогальному станку;
- Устанавливаются необходимые величины среза и угол разделки;
- Строжка кромок;
- Контроль внешний и измерительный.
Оборудование:
- Кромкострогальный станок 7814;
- Грузоподъемный кран;
- Листозахваты СТ-03.
Сверловка отверстий
- Детали подаются к радиально-сверлильному станку;
- Детали укладываются пакетами;
- Сверлятся отверстия в заранее размеченных местах;
Оборудование:
- Станок радиально-сверлильный ГС544;
- Грузоподъемный кран;
- Листозахваты СТ-03.
Сборка и сварка полотнищ полки и стенок
- Листы подаются к месту сварки;
- Свариваемые кромки и прилегающая к ним зона металла шириной не менее 20 мм зачищается;
- Листы укладываются с соблюдением соосности и необходимых зазоров;
- К выводным стыкам привариваются выводные планки;
- Осуществляются прихваточные швы (длина сварного шва прихватки должна быть не менее 30 мм, расстояние между прихватками - не более 500 мм, количество прихваток на каждой детали - не менее двух).
- Устанавливаются режимы сварки;
- Заваривается корень шва с выводом шва на планку;
- Сварная деталь кантуется;
- Заваривается шов с обратной стороны с выводом шва на планку.
При сварке полотнищ полок выполняется по два прохода с каждой стороны. Каждый проход выполняется в направлении, обратном предыдущему. Выполнение каждого валика многослойного шва допускается производить после очистки предыдущего валика, а также прихваток от шлака и брызг металла. Участки слоев шва с порами, раковинами и трещинами должны быть удалены до наложения следующего слоя.
- Снимаются усиления швов полок и стенки фрезерным трактором.
Режимы автоматической сварки (в скобках указаны значения режимов сварки полок):
Диаметр сварочной проволоки – 4 мм (4 мм);
Сварочный ток – 637 А (850 А);
Напряжение – 23 В (38 В);
Скорость сварки – 32 м/ч (24 м/ч).
Оборудование:
-
Сварочный трактор АДФ-1250;
-
Сварочный выпрямитель ВДУ-1202;
-
Сварочная проволока Св-08ГА;
-
Флюс АН-348-А;
-
Фрезерный трактор ФТ-2;
-
Грузоподъемный кран.
Ультразвуковой контроль качества сварных швов
- Производится ультразвуковой контроль стыковых швов (вследствие того, что они варятся «под закрытие»).
Оборудование:
Ультразвуковой дефектоскоп А1214 ЭКСПЕРТ.
Сборка и сварка балочной части колонны
- Готовые полки и стенки подаются к месту сварки;
- Свариваемые кромки тщательно зачищаются;
- Полка и стенки устанавливаются на стенд для сборки двутавровых балок на прихватках;
- Сборочные элементы прижимаются и прихватываются на стенде;
- К стыкам прихватываются выводные планки, повторяющие сечение балки;
- Собранная балка с помощью мостового крана переносится в установку для сварки;
- Выстраивают сварочный автомат;
- Устанавливаются режимы сварки;
- Заварить швы с выводом шва на планку;
При сварке поясных швов балочного элемента колонны выполняется по два прохода с каждой стороны. Швы выполняются перекрестно. Выполнение шва второго прохода допускается производить после очистки предыдущего валика, а также прихваток от шлака и брызг металла. Кантовка балки осуществляется двухстоечным кантователем.
- Срезаются выводные планки;
- Балочная часть подается к месту фрезеровки.
Режимы автоматической сварки:
Диаметр сварочной проволоки – 4 мм;
Сварочный ток – 650 А;
Напряжение – 35 В;
Скорость сварки – 23 м/ч.
Оборудование:
-
Сварочная головка А-1416;
-
Сварочный выпрямитель ВДУ-1202;
-
Сварочная проволока Св-08ГА;
-
Флюс АН-348-А;
-
Двухстоечный кантователь КД-1;
-
Фрезерный трактор ФТ-2;
-
Грузоподъемный кран.
Правка грибовидности
а) Подать балочную часть по рольгангу к месту правки;
б) Завести валочную часть в стан правки грибовидности;
в) Править.
Оборудование:
а)Стенд для правки грибовидности двутавровых балок.
Ультразвуковой контроль качества сварных швов
- Произвести ультразвуковой контроль угловых швов балочной части колонны.
Оборудование:
Ультразвуковой дефектоскоп А1214 ЭКСПЕРТ.
Сварка вертикальных ребер жесткости
- Две составные части вертикальных ребер жесткости стыкуются;
- Устанавливается режим сварки;
- Выполняется двусторонний стыковой шов за два прохода.
Режимы:
Диаметр сварочной проволоки – 2 мм;
Сварочный ток – 400 А;
Напряжение – 37 В;
Скорость сварки – 14 м/ч.
Оборудование:
-
Сварочный полуавтомат ПДГО-510;
-
ВДУ-511;
-
Сварочная проволока Св-08Г2С;
-
Защитный газ (25%)+Ar (75%).
Приварка ребер жесткости и крепежных элементов
- Балочная часть колонны подается к месту механизированной сварки;
- Вертикальные и горизонтальные ребра жесткости устанавливаются на определенные места по шаблону;
- Прихватываются и привариваются горизонтальные ребра жесткости швом с катетом 12 мм поочередно в одном направлении;
- Устанавливаются режимы сварки;
-Прихватываются и привариваются вертикальные ребра жесткости швом с катетом 12 мм;
- Прихватываются и привариваются мелкие крепежные и монтажные элементы швами с катетом 8 мм;
- Балка транспортируется на складское место.
Режимы сварки (в скобках указаны значения режимов сварки швов катетом 8 мм):
Диаметр сварочной проволоки – 1,6 мм (1,6 мм);
Сварочный ток – 380 А (350 А);
Напряжение – 38 В (36 В);
Скорость сварки – 28 м/ч (27 м/ч).
Оборудование:
-
Сварочный полуавтомат ПДГО-510;
-
Сварочный выпрямитель ВДУ-511;
-
Сварочная проволока Св-08Г2С;
-
Защитный газ СО2 (25%) + Ar (75%).
Контроль качества сварных швов.
- Контроль габаритных размеров колонны;
- Контроль дефектов ствола балки.
2.8 Технология изготовления изделия типа трубы
Таблица 1 – Технология изготовления изделия
|
Операция |
Технический рисунок |
Применяемое оборудование |
Режимы операции и материалы |
|
1. Правка |
|
9-ти валковая листоправильная машина П-3010 |
Vпр = 10,2 м/мин |
|
2. Резка |
|
ВПР «ESAB» |
Vрез = 1,8 м/мин |
|
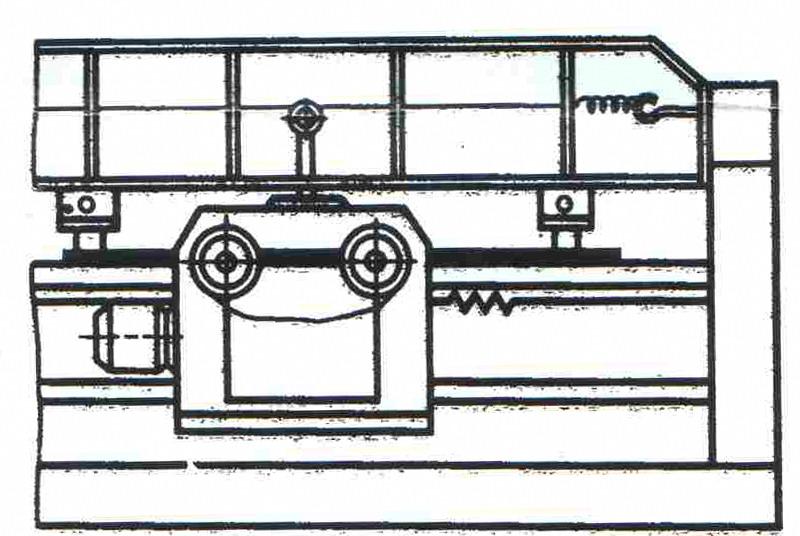
3. Строжка кромок |
|
Кромкострогальный станок 78068 |
Vстр = 1,2 м/мин |
|
4. Подгибка кромок |
|
Кромкогиб РКХА 250/5000 |
Радиус сгиба 800 мм |
|
5. Вальцовка |
|
3-х валковая листогибочная машина U-2222 |
Вальцевать по радиусу 800 мм |
|
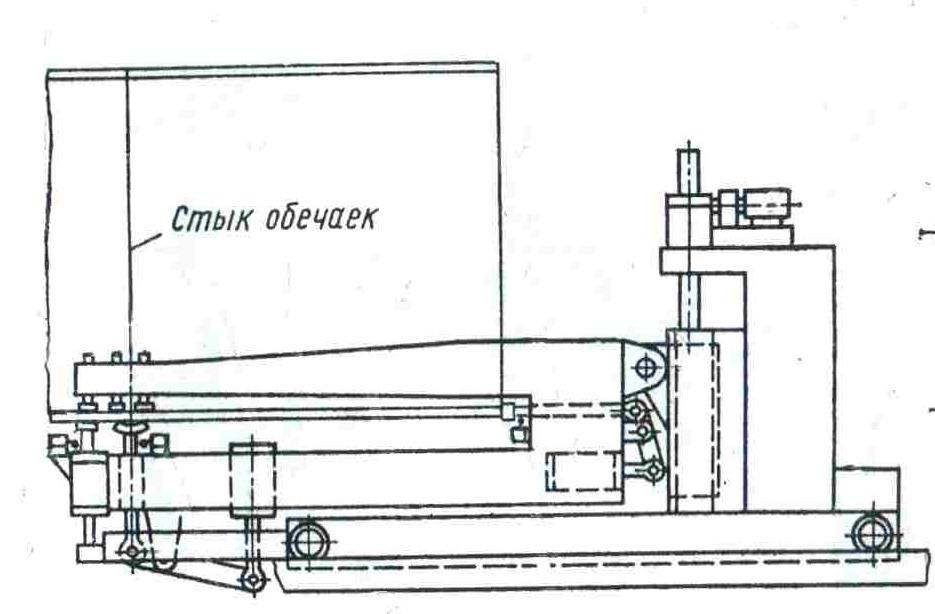
6. Сборка продольных стыков обечаек |
|
Установка для сборки продольных стыков обечаек (роликовая опора, гидравлические струбцины)
|
|
|
7. Сборка обечаек по кольцевым стыкам |
|
Установка для сборки обечаек по кольцевым стыкам (роликовый стенд, самоходная скоба) |
|





Продолжение таблицы
|
Операция |
Технический рисунок |
Применяемое оборудование |
Режимы операции и материалы |
|
8. Сборка бандажных колец на обечайках |
|
Винтовая струбцина |
|
|
9. Сварка внутренних швов обечаек |
|
Сварочный трактор АДФ–1002 с ВДУ–1001 |
Iсв=540 А, dэ=3 мм Vсв=27 м/ч, Uд=36 В
АН-348-А, Св-08А |
|
10. Сварка наружных швов обечаек |
|
Сварочная головка А–1416 с ВДУ–1001 |
Iсв=480 А, dэ=3 мм Vсв=30 м/ч, Uд=34 В
АН-348-А, Св-08А |
|
11. Сварка бандажных колец |
|
Сварочный полуавтомат ПДГО-510 с ВДУ–506, горелка RF–45 |
Iсв=380-400 А dэ=1,6 мм Vсв=30-35 м/ч Uд=35-37 В
Св-08Г2С, Ar+CO2 |
|
12. Приварка бандажных колец к обечайкам |
|
Сварочная головка А–1416 с ВДУ–1001 |
Iсв=565 А, dэ=3 мм Vсв=34 м/ч, Uд=36 В
АН-348-А, Св-08А
α=60◦ |
|
13. Приварка ребер жесткости |
|
Сварочный полуавтомат ПДГО-510 с ВДУ–506, горелка RF–45 |
Iсв=350-380 А dэ=1,6 мм Vсв=26-30 м/ч Uд=36-38 В
Св-08Г2С, Ar+CO2 α=60◦ |
|
14. Контроль качества сварных швов |
|
Визуальный 100% осмотр УД2-70 |
Угол призмы 50◦ |






