

3. Разработка технологического процесса
Технологический процесс изготовления детали «Винт» представлен в таблице 3.1.
Технологический процесс изготовления детали «Винт» Таблица 3.1.
|
Наименование операций и переходов |
Эскиз операции |
Наименование станка и оснастки |
|
1 |
2 |
3 |
|
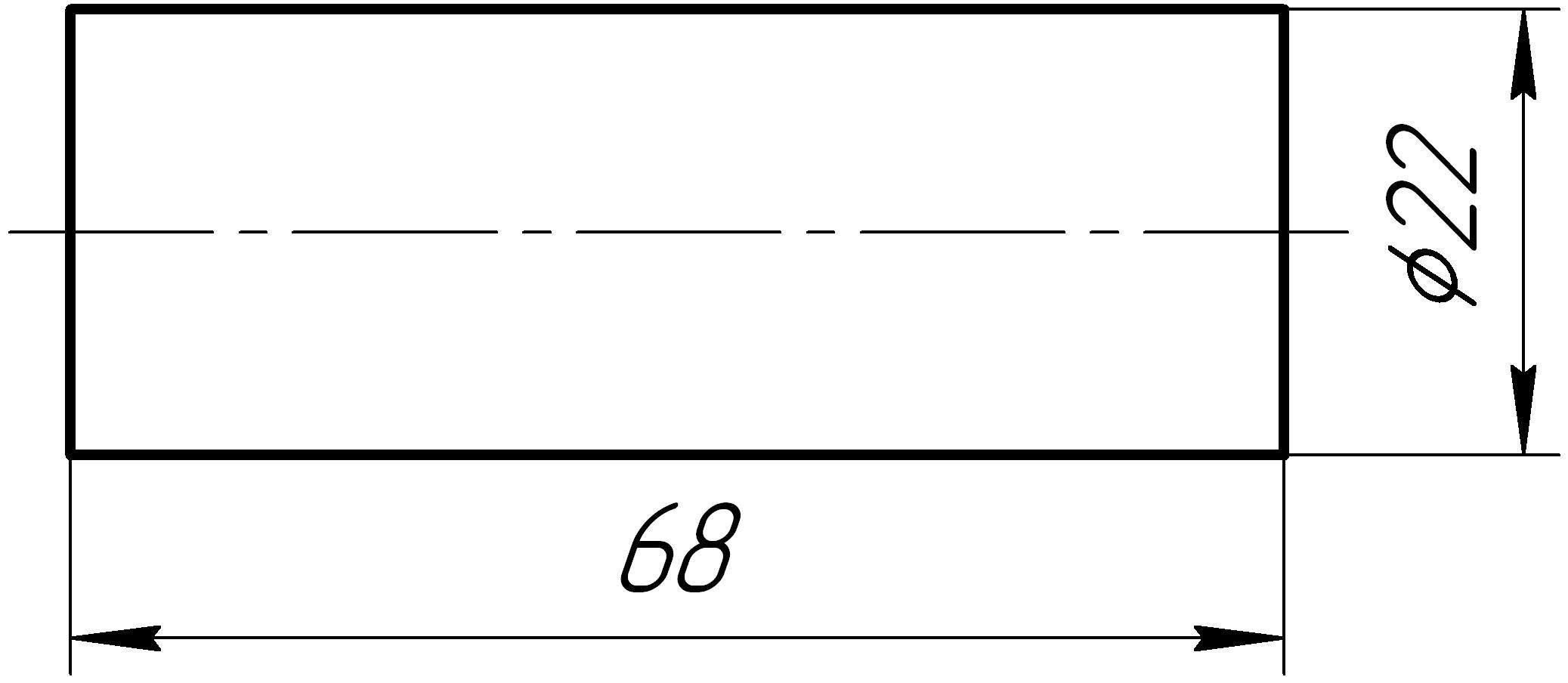
000-Заготовительная Круг
|
|
Штангенциркуль ГОСТ 166-86. |
|
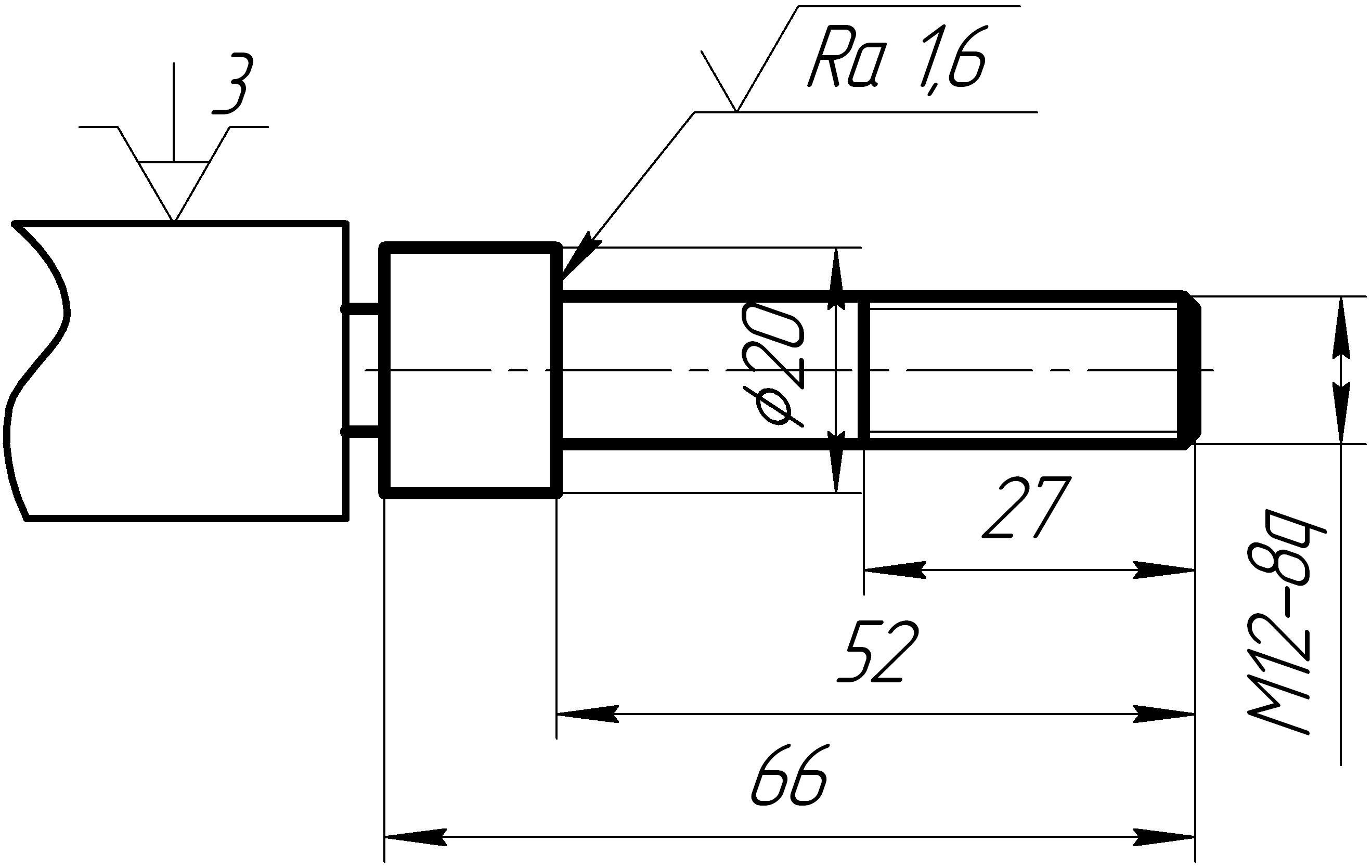
005-Токарная 1. Установить заготовку в трехкулачковый патрон. 2. Подрезать правый торец ∅22 мм. 3. Точить с ∅22 мм до ∅20,3 мм в размер 68 мм начерно. 4. Точить с ∅20,3 мм до ∅20 мм в размер 68 мм начисто. 5. Точить с ∅20 мм до ∅12,6 мм в размер 52 мм начерно. 6. Точить с ∅12,6 мм до ∅12 мм на длину 52 мм начисто. 7. Точить фаску 1х45°. |
|
Станок токарно-винторезный 16К20, Трехкулачковый самоцентрирующийся патрон ГОСТ 2675-80, Подрезной резец с Т15К6 ГОСТ 18871-73, Проходной упорный резец с Т15К6 ГОСТ 18879-73, Отрезной резец с Т15К6 ГОСТ 22710-73, Резец резьбовой Т15К6 ГОСТ 18885-73, Штангенциркуль ШЦ 1 ГОСТ 166-86. |
Продолжение таблицы 3.1.
|
1 |
2 |
3 |
|
8. Точить резьбу М12-8q на длину 27 мм. 9. Отрезать заготовку в размер 66 мм. 10. Снять заготовку. |
|
|
|
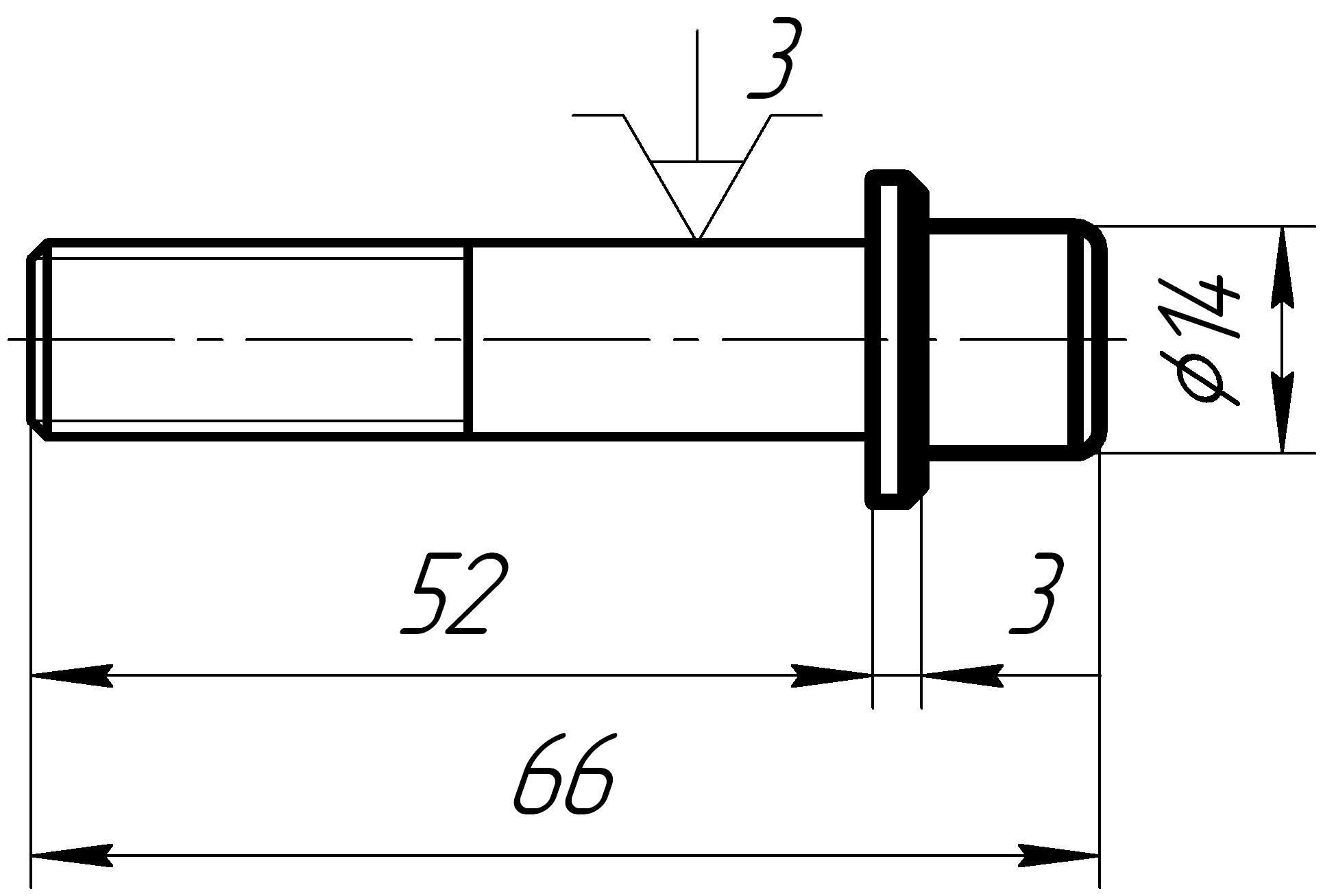
010-Токарная 1. Установить заготовку в трехкулачковый патрон. 2. Точить с ∅20 мм до ∅14,6 мм в размер 11 мм начерно. 3. Точить с ∅14,6 мм до ∅14 мм в размер 11 мм начисто. 4.Точить фаску до ∅10мм. 5. Снять заготовку. |
|
Станок токарно-винторезный 16К20, Трехкулачковый самоцентрирующийся патрон ГОСТ 2675-80, Проходной упорный резец с Т15К6 ГОСТ 18879-73, Штангенциркуль ШЦ 1 ГОСТ 166-86. |
|
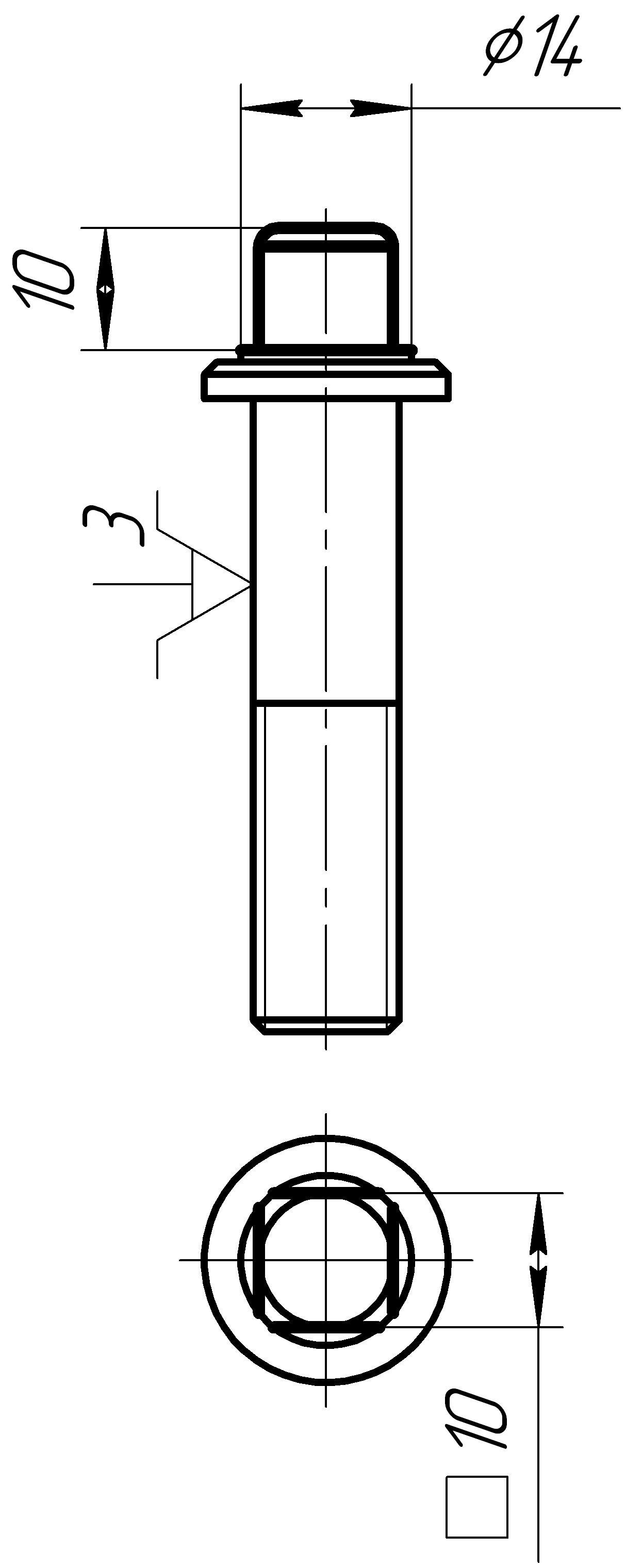
015-Фрезерная 1. Установить заготовку в трехкулачковый патрон. 2. Фрезеровать 4 грани выдерживая размер 10 мм на глубину 10 мм. 3. Снять деталь. |
|
Станок горизонтально-фрезерный 6Т82Г, Трехкулачковый самоцентрирующийся патрон ГОСТ 2675-80, Две дисковые трехсторонние фрезы ∅100 ГОСТ 3755-78, УДГ Д-200, Штангенциркуль ШЦ 1 ГОСТ 166-83. |
|
020-Химическая 1. Покрытие хим. окс. прм. |
|
|
1И611п Станок универсальный токарно-винторезный повышенной точности
История станкостроения на Ижевском машиностроительном заводе "Ижмаш" начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы "Леве" с внешней трансмиссией.
За все время работы станкостроительного производства завода "Ижмаш", (в настоящее время ОАО «ИжмашСтанко»), было выпущено 128 тысяч единиц станков и более 1500 моделей станков и специального технологического и станочного оборудования.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали ИЖ 1И611П, 95ТС, 1-ИС, 250ИТВМ, 240ТС, ИТС11, ИТС12 и токарные станки с ЧПУ 1И611ПМФ3, ИТ42.
Токарно-винторезные станки. Общие сведения
Токарные станки делятся на универсальные и специализированные. Универсальные станки предназначены для выполнения самых разнообразных операций: обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей; нарезания наружных и внутренних резьб; отрезки, сверления, зенкерования и развертывания отверстий. На специализированных станках выполняют более узкий круг операций, например, обтачивание гладких и ступенчатых валов, прокатных валков, осей колесных пар железнодорожного транспорта, различного рода муфт, труб и т. п. Универсальные станки подразделяются на токарно-винторезные и токарные. Токарные станки предназначены для выполнения всех токарных операций, за исключением нарезания резьбы резцами.
Наша промышленность выпускает различные модели токарных и токарно-винторезных станков — от настольных до тяжелых. Наибольший диаметр обрабатываемой поверхности на советских станках колеблется от 85 до 5000 мм, при длине заготовки от 125 до 24 000 мм. Некоторые токарно-винторезные станки оснащаются копировальными устройствами, которые позволяют обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента, а также значительно упрощают наладку и подналадку станков.