

3.1.2.1 Пуансон
Пуансон — одна из основных деталей инструмента, используемого при маркировке, штамповке и прессовании материалов, например прессовании металлов в металлообработке. При штамповке пуансон оказывает непосредственное давление на обрабатываемый материал и в зависимости от назначения может быть прошивным, пробивным, просечным или вырубным. При прессовании пуансон передает давление через пресс-шайбу на заготовку, выдавливаемую через матрицу; в этом случае пуансон часто называется пресс-штемпелем, или шплинтоном. Пуансоны в работе подвергаются воздействию высоких силовых нагрузок, а при горячих процессах также тепловым нагрузкам. Поэтому пуансон для холодных процессов изготовляют из высокопрочных сталей повышенной прокаливаемости, а для горячих — из износоустойчивых сталей с повышенной прочностью при температурах деформирования.
3.1.3 Притирка
Для измерения отклонения от плоскопараллельности и от плоскостности рабочих поверхностей концевых мер длины и измерительных поверхностей приборов используют интерференционный технический метод. Он основан на разделении пучка света с помощью воздушного клина, образованного контролируемой плоской поверхностью и поверхностью плоскопараллельной стеклянной пластины. С помощью интерференционного метода можно определять и срединные размеры концевых мер.
Измерения
интерференционным методом осуществляют
с помощью стеклянных плоскопараллельных
пластин (рис. 5, а), которые разделяют на
нижние и верхние. Нижние пластины
используют для притирания к их поверхности
концевых мер длины при измерениях
методом сравнения с мерой, для оценки
притираемости концевых мер и контроля
плоскостности поверхностей концевых
мер и измерительных поверхностей
приборов. Верхние пластины, имеющие
скос 10... 12° и перекрестие в виде двух
линий (CD и EF), применяют для измерений
срединных размеров концевых мер
техническим интерференционным методом.
Нижние пластины изготовляют двух классов
точности, верхние — одного класса.
Предельные отклонения от плоскостности
поверхностей пластин в зависимости от
класса точности составляют 0,03 и 0,1 мкм.
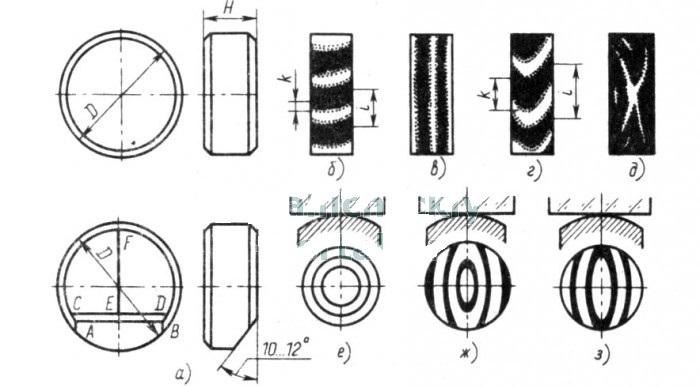
Рис. 1. Стеклянные плоскопараллельные пластины (а) и типовые интерференционные картины (б…з) при контроле отклонения от плоскостности.
При проверке отклонения от плоскостности используют нижние пластины. Для этого пластину накладывают на ребро концевой меры и слегка прижимают к проверяемой поверхности, чтобы между ними остался небольшой воздушный клин, а затем наблюдают за появлением интерференционной картины, по которой и определяют отклонение от плоскостности. Если проверяемая поверхность выпуклая, интерференционные полосы будут искривлены от ребра (рис. 1, б, г), а если вогнутая — к ребру клина. При наложении пластины на деталь прямоугольной формы возникают интерференционные полосы (рис. 1, б...д), а при наложении на деталь круглой формы—интерференционные кольца (рис. 1, е...з). Отклонение от плоскостности оценивают отношением прогиба к к ширине полосы /. Ширина полосы соответствует изменению толщины воздушного клина на величину, равную л/2, где л — длина волны света. Половина длины волны белого света соответствует 0,3 мкм.
На рис. 1, б показана интерференционная картина при наложении пластины на короткую грань концевой меры, а на рис. 1, в — на длинную грань. Отклонения от плоскостности концевой меры (см. рис. 1, б) и пластины (см. рис. 1, г) составляют соответственно (k/i)(л/2) = (1/3)0,3 = 0,09 мкм и (k/i)(л/2) - (1/2)0,3 = 0,15 мкм.
При измерении плоских поверхностей торцов небольших цилиндров (например, пятки микрометра) отклонение от плоскостности оценивают по числу замкнутых интерференционных колец. Крайнее кольцо, расположенное на расстоянии до 0,5 мм от края (для микрометров), не учитывают. В примерах, показанных на рис. 5, е...з, отклонение от плоскостности соответствует двум интерференционным кольцам, т. е. составляет 2.0,3 = 0,6 мкм. Характер формы колец отражает погрешность формы поверхности. Так, концентрические интерференционные кольца (см. рис. 5, е) свидетельствуют о сферической форме пятки, вытянутые овальные (см. рис. 5, ж) — о различных радиусах кривизны поверхности в разных сечениях, проходящих через точку контакта. Если интерференционные кольца переходят в прямые линии (см. рис. 5, з), то поверхность имеет цилиндрическую форму.