

4.2.1. Способы повышения сопротивляемости сварных соединений легированных сталей холодным трещинам
Эти способы основаны на устранении (уменьшении) отрицательного действия факторов, обусловливающих образование XT, путем: а) регулирования структуры металла сварного соединения; б) снижения концентрации диффузионного водорода в шве; в) снижения уровня сварочных напряжений.
Целью регулирования структуры металла сварного соединения является уменьшение содержания закалочных составляющих – мартенсита и нижнего бейнита, повышения температуры их образования, уменьшения размеров действительного аустенитного зерна.
Это возможно путем выбора рационального состава стали, сварочных проволок и регулирования термического цикла сварки.
При выборе марки стали предпочтительными являются комплексно-легированные стали с минимально возможным содержанием углерода, одновременно легированные Mo, W, Ti.
Высокая стойкость к XT характеризует и микролегированные стали (Мо–Ni–V) < 0,5 % при С < 0,1 %.
Эффективно применение сварочных материалов, имеющих более низкие Т кристаллизации и превращения аустенита, чем у основного металла, а также повышенную растворимость Н и низкий коэффициент его диффузии. Так, при сварке ферритно-перлитных сталей аустенитным присадочным металлом резко повышается сопротивляемость металла XT.
Если Тпл проволоки меньше Тпл металла, создают условия для "залечивания" (заполнения) очагов зарождения трещин жидким металлом: Тпл проволоки Св-08Х20Н9Г7Т = 1460 °С, а у проволоки Св-08ГА Тпл = 1520 °С.
|
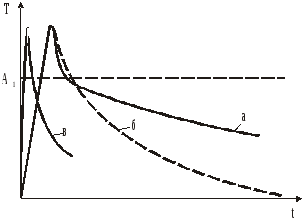
Рис. 29. Сварочные термические циклы: а – идеальный; б – при РДС; в – при ЭЛС |
Регулирование термического цикла сварки осуществляют путем изменения погонной энергии сварки, а также Т предварительного или сопутствующего подогрева для получения идеального термического цикла (рис. 29). При этом цикле обеспечивается медленное охлаждение ниже Ас (уменьшается опасность закалки, и создаются благоприятные условия эвакуации Н). |
Наиболее часто для предотвращения XT применяют предварительный или сопутствующий подогрев, который способствует переходу металла в пластичное состояние (Ткр > 100 °С), снижению остаточных напряжений, эвакуации водорода ("отдых") и уменьшению скорости охлаждения.
Если подогрев нецелесообразен, рекомендуют отпуск сварного соединения непосредственно после сварки. При этом снижается уровень ост, твердость, повышается пластичность и ударная вязкость.
Способы снижения концентрации Н в металле сварного соединения основаны на устранении источников снабжения атмосферы дуги водородом. Это прокалка электродов при 400...500 °С в течение 3...4 ч, а флюсов – при 500...600 °С, осушение защитных газов, очистка свариваемых кромок и проволок от ржавчины, масла и других загрязнений. Предусматривается связывание водорода в атмосфере дуги в нерастворимые в жидком железе соединения.
Наиболее эффективны основные покрытия электродов и флюсы с CaF2, а также содержащие FeO. Аналогичный эффект достигается при сварке в СО+О2, Аг+О2, и т.п.
Во всех случаях сварку осуществляют на постоянном токе обратной полярности.
Снижение уровня сварочных напряжений достигается путём рационального конструирования (минимальные размеры швов, их симметричное расположение, применение обратного прогиба и т.п.), рациональной технологии сборки и сварки (сварка с минимальной погонной энергией, правильный порядок наложения швов и т.п.), пластического деформирования после сварки (прокатка роликом, проковка, обработка взрывом, виброобработка сварочного изделия).
Для снижения остаточных напряжений (перемещений) применяют как общий нагрев конструкции (отпуск, отжиг), так и местный.