

Точечная сварка
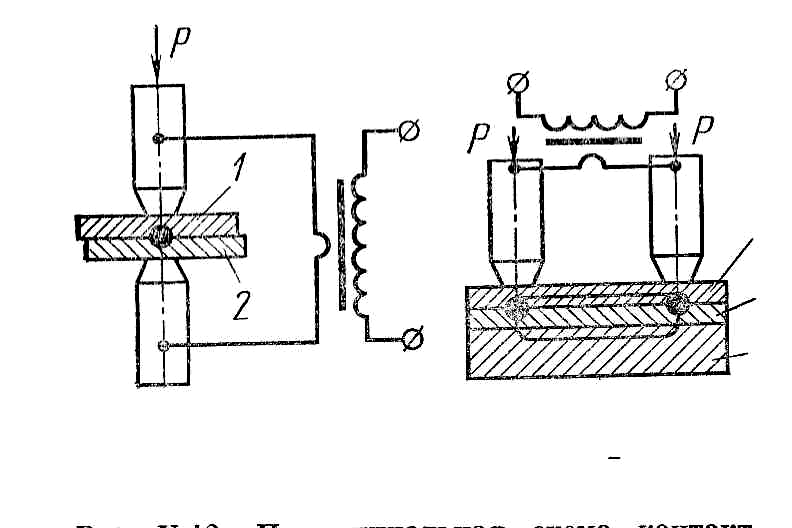
Точечная сварка в основном применяется для соединения листовых заготовок в отдельных точках. В зависимости от расположения электродов относительно заготовок точечная сварка может быть двусторонней и односторонней .
При двусторонней сварке (рис. 7, а) заготовки 1 и 2 размещаются между верхним 3 и нижним 4 медными электродами. Нижний электрод неподвижно, а верхний вместе с электрододержателем перемещается с помощью механизма сжатия, который создает между электродами необходимое давление Р.
|
а б
Рис. 7. Схема контактной точечной сварки |


|
6
5
4
3 2 1
|
|
7
8
9
10
11
12
13 |
|
Рис. 8. Схема устройства машины МТПР-50 | ||
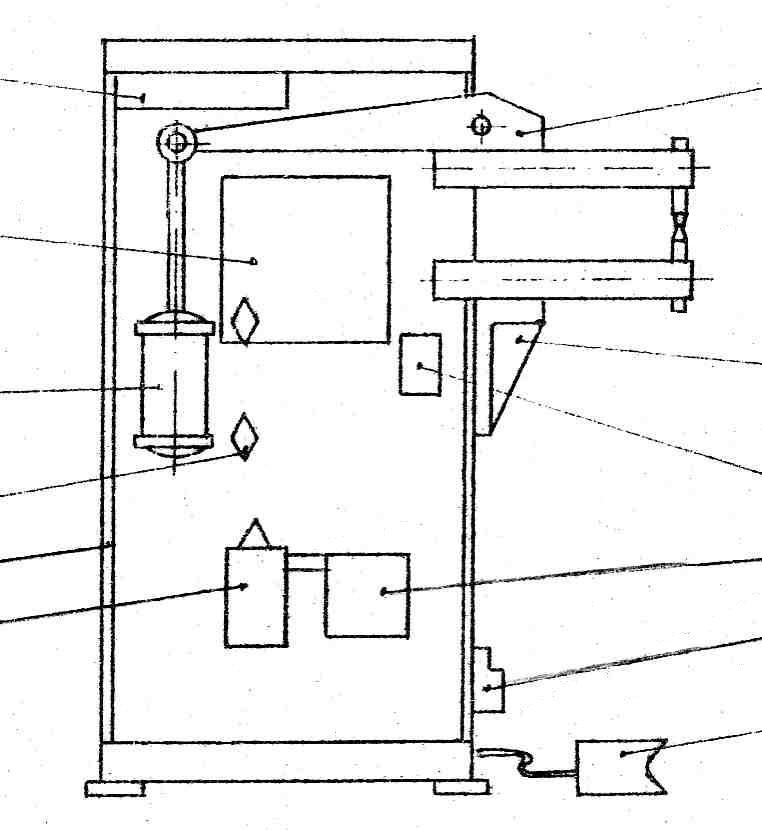
В данной работе точечная сварка выполняется на машине МТПР-50, устройство которой показано на рис. 8. В корпусе 2 машины расположены: сварочный трансформатор 5 с переключателем ступеней пневматического цилиндра 4 и игнитронный контактор 1, регулятор давления воздуха (редуктор) 10, электромагнитный 11 и дросселирующий 3 клапаны, регулятор времени 6. На передней стенке корпуса закреплены рычаг 7 с верхним хоботом и кронштейна 9 с нижним хоботом, а так же сливная коробка 12. На свободных концах хоботов закреплены медные электроды 8, сжимающие свариваемые заготовки и подводящие сварочный ток к месту сварки, при нажатие педали 13.
Машина предназначена для точечной сварки листов низкоуглеродистой стали толщиной от 2+2 до 4+4 мм, в повторно-кратковременном режиме. Основные технические характеристики машины проведено ниже.
Номинальная мощность, кВА ……………………………..54
Номинальное первичное напряжение, В ……..220, 380, 400
Номинальный сварочный ток, А………………………12500
Приделы регулирования усилия на электродах, Н ..800-5000
Выдержка времени прохождения тока, с ……………0,4-6,75
Технология и режимы. При точечной сварке рекомендуется одновременно сварить не более двух заготовок. Их толщины не должны различаться более чем в 3 раза. Перед сваркой заготовки тщательно очищают и обезжиривают. При сварке заготовок необходимо обеспечить их плотное прилегание. Участки больших размеров на заготовках свариваются от середины к краям.
Параметры режима сварки те же, что и при стыковой сварке сопротивлением, с дополнением диаметра контактной поверхности электродов и шаг точек – расстояние между центрами близлежащих точек.
В зависимости от марки свариваемых металлов при сварке применяются мягкие и жесткие режимы.
Мягкие – характеризуются относительно большой выдержки сварной точки под током (до 0,2−3 с), небольшой плотности тока (80−160 А/мм²) и невысоким давлением на электроды (15−40 МПа). Эти режимы применяют при сварке углеродистых, низколегированных и других типов сталей, склонных к закалке.
Жесткие режимы, наоборот, характеризуются меньшей выдержкой (0,001−0,1 с.), большей плотностью тока (150−350 А/мм²) и большим давлением (40−100 МПа). Их применяют для сварки сталей не склонных к закалке – низкоуглеродистых и высоколегированных, а так же металлов имеющих большую электро- и теплопроводность – меди , алюминия и т.д.