

Сб. тезисов Наукоемкие технологии 20 марта 2014
.pdfРисунок 7 – Изменение коэффициента диффузии в зависимости от времени
Рисунок 8 – Изменение коэффициента диффузии в зависимости от глубины пропитки
Отмеченное явление вызвано тем, что образующийся в результате химического взаимодействия аммиака с основной солью алюминия гидроксид сначала имеет рыхлую структуру, способствующую усилению диффузии. Со временем эта структура уплотняется, образуя плотные агрегаты гидроксида, что затрудняет проникновение раствора в частицу. Снижение коэффициента диффузии и вызвано формированием по оболочке гранул слоя гидроксида алюминия повышенной плотности.
На основании проведенного исследования можно сделать вывод, что в растворах аммиачных комплексов достаточно быстро твердеют сырые
41
гранулы пептизированного гидрогеля алюминия. Даже в случае использования растворов без избытка NH3 180 c пропитки достаточно для получения гранул, пригодных для дальнейшей переработки.
Увеличение концентрации аммиака в растворе выше его содержания в структуре комплекса оказывает положительное влияние на скорость пропитки. Последнее особенно существенно при использовании растворов низких концентраций, когда мала скорость диффузии.
Литература
1.Пахомов Н.А. Научные основы приготовления катализаторов.– Новосибирск: изд.отдел ИК СО РАН, 2011. 280 с.
2.Дзисько В.А., Карнаухов А.П. Физико-химические основы синтеза окисных катализаторов // Новосибирск: Наука, 1978. 378 с.
42
УДК 667
ВИНИЛИРОВАННЫЕ АЛКИДЫ В ПОКРЫТИЯХ УЛЬТРАФИОЛЕТОВОГО ОТВЕРЖДЕНИЯ
О.Э. Бабкин, Л.А. Бабкина, О.А. Летунович, И.А. Яценко
Санкт-Петербургский государственный университет кино и телевидения
Аннотация. Проанализирована возможность использования винилалкидной смолы в рецептуре композиций ультрафиолетового отверждения (УФ-отверждения). Проведен ряд испытаний, отражающих свойства покрытий. Показано, что использование трехфункционального активного разбавителя этоксилированного триметилпропантриакрилата дает хорошие физико-механические показатели. Разработанная рецептура простояла в камере соляного тумана 300 ч.
Ключевые слова: винилированные алкиды, защитные покрытия. технологии УФ-отверждения.
Одним из перспективных направлений формирования защитных покрытий является использование технологии УФ-отверждения. Благодаря высокой скорости формирования защитного покрытия эти системы используют для конвейерной окраски пластин поливинилхлорида (ПВХ) [1], рулонного металла, паркета, дверей [2], труб [3,4]. В качестве исходных олигомеров традиционно используют низкомолекулярные акрилаты, полиэфиракрилаты, уретанакрилаты, эпоксиакрилаты, ненасыщенные полиэфиры, которые позволяют создавать высокореакционные композиции для УФ-отверждения [5]. В то же время отечественная промышленность выпускает винилалкидную смолу, в которой присутствуют двойные связи С=С. В данной работе рассматривается возможность использования этой смолы для получения антикоррозионных покрытий УФ-отверждения.
ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ В работе использовали винилалкидную смолу с молекулярной мас-
сой 2000~3000 г/моль [6], на основе которой готовили 50 мас.% лаки. В качестве растворителей использовали следующие активные разбавители: винилтолуол (ВТ), дипропиленгликоль диакрилат (ДПГДА) и этоксилированный триметилпропантриакрилат (ЭТМПТА) (табл.1).
Лаки готовили путем растворения смолы при температуре Т=45 °С в активном разбавителе в течение трех часов. На основе полученных лаков готовили композиции УФ-отверждения в скоростном диссольвере в течение 10 мин. (табл. 2).
43
Таблица 1 – Строение некоторые характеристики активных разбавителей
|
|
|
Функ- |
Вяз- |
|
Химическое |
|
ММ, |
ци- |
||
Химическая формула |
кость, |
||||
соединение |
г/моль |
ональ- |
|||
|
Па·с |
||||
|
|
|
ность |
||
|
|
|
|
Винилтолуол |
128 |
1 |
0,08 |
|
(ВТ) |
||||
|
|
|
Дипропиленгли- |
|
|
|
коль диакрилат |
250 |
2 |
0,01 |
(ДПГДА) |
|
|
|
|
|
|
|
Этоксилирован- |
|
|
|
ный триметил- |
|
|
|
пропан- |
430 |
3 |
0,07 |
триакрилат |
|
|
|
(ЭТМПТА) |
|
|
|
Таблица 2 – Рецептуры композиций УФ-отверждения
Компонент |
|
Образец |
|
|
№1 |
№2 |
№3 |
||
|
||||
Винилалкидная смола 50% в винил толуоле |
48 |
- |
- |
|
Винилалкидная смола 50% в |
- |
48 |
- |
|
дипропиленгликольдиакрилате (ДПГДА) |
||||
|
|
|
||
Винилалкидная смола 50% в этоксилированном |
- |
- |
48 |
|
триметилпропантриакрилате (ЭТМПТА) |
||||
|
|
|
||
Винилтолуол (ВТ) |
48 |
- |
- |
|
Дипропиленгликоль диакрилат (ДПГДА) |
- |
48 |
- |
|
Этоксилированный триметилпропантриакрилат (ЭТМПТА) |
- |
- |
48 |
|
Фотоинициатор |
4 |
4 |
4 |
Композиции наносили на холоднокатаную сталь марки 08пс толщиной 0,8 мм и отверждали на установке ОРК-21М. Интенсивность (Н) УФизлучения регистрировали с помощью спектрофотометра «Power Puck II», и она составляла: НА=135 мВт/см2; НВ=150 мВт/см2; НС=24 мВт/см2; Нv=90 мВт/см2. Кинетику отверждения исследовали с помощью маятникового прибора ТМЛ-2124 по методике [5]. Толщину покрытия измеряли с помощью прибора «Константа К5». Защитные характеристики покрытий по стойкости к соляному туману изучали по ГОСТ 20.50.406-81 методом 215- 3 в камере «Dycometal SSC 140». Адгезионную прочность измеряли при-
44
бором «Neurtek KN-10» по ISO 4624. Динамическую вязкость определяли на приборе «Brookfield DV-E» (ГОСТ 1929-87).
Поверхностную энергию пленок рассчитывали по уравнению Оуэн- са-Вендта:

 ,
,
где 
 - угол смачивания воды или глицерина,
- угол смачивания воды или глицерина, 
 и
и 
 - дисперсионная и полярная составляющие поверхностной
- дисперсионная и полярная составляющие поверхностной
энергии на границах раздела фаз.
Значения углов смачивания воды и глицерина получали при помощи компьютеризированного гониометра ГЛ-1 фирмы «Open Science».
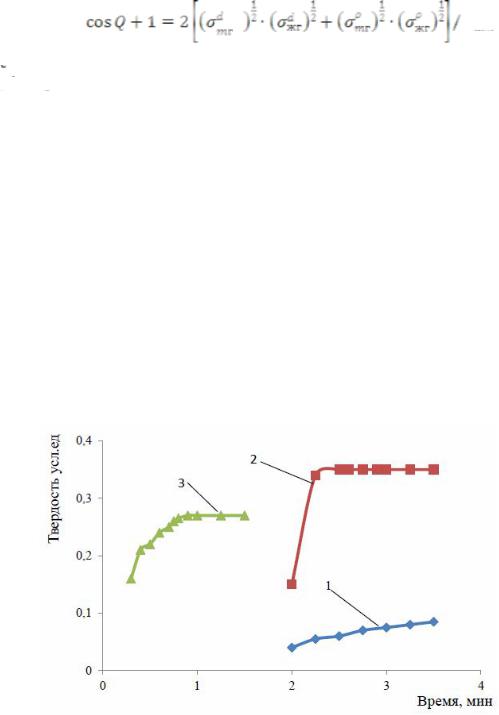
ОБСУЖДЕНИЕ РЕЗУЛЬТАТОВ На рис.1 приведены данные реакционной способности композиций
на основе винилалкидной смолы в зависимости от использованного активного разбавителя моно-, би- и трехфункционального. С увеличением функциональности активного разбавителя с монодо трехреактивность композиции возрастает, время отверждения уменьшается с 3,5 мин до 45 с. Покрытия после отверждения имеют относительно невысокую твердость. Композиция на основе двухфункционального активного разбавителя имеет максимальную твердость 0,34. Динамическая вязкость по Брукфильду (шпиндель №2 при 12 об/мин) композиций №1, №2 и №3 составляет 910 мПа·с; 2540 мПа·с, 3880 мПа·с соответственно.
Рисунок 1 – Данные реакционной способности композиции на основе винилалкидной смолы в зависимости
от использованного активного разбавителя
Из-за высокой вязкости исходных композиций и низкой реакционной способности в исходные системы на 100 г добавили 30 г трехфункцио-
45
нального активного разбавителя, этоксилированного триметилпропантриакрилата.
Условная вязкость композиций по ВЗ4 при 20 ºC составила: №1*= 12,5 с; №2*=21,5 с; №3*=57 с.
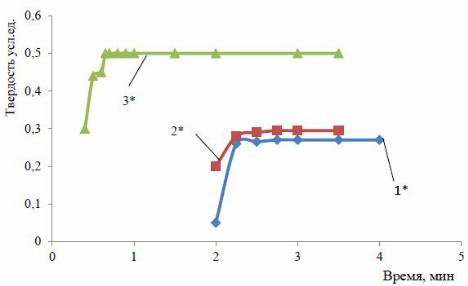
Рисунок 2 – Данные по реакционной способности композиций с добавлением 30% по массе трехфункционального разбавителя
На рис.2 приведены данные по реакционной способности композиций. При добавлении трехфункционального активного разбавителя время отверждения уменьшилось:
для композиции №1 – с 3,5 мин до 2,5 мин;
для композиции №2 – с 2,5 мин до 2,25 мин;
для композиции №3 – с 45 с до 30 с.
При этом твердость композиций №1* и №2* составила 0,28, а №3* – 0,49. Изучение адгезионной прочности отверждаемых покрытий показало зависимость от функциональности активного разбавителя в рецептуре композиции (рис.3). Для образца №1 (на основе винилтолуола) не наблюдается адгезионной прочности к металлу, даже после его модифицирования трехфункциональным разбавителем, этоксилированным триметилпропантриакрилатом. Максимальная адгезионная прочность наблюдается для композиций №2, и она возрастает при добавлении в исходный состав трехфункционального разбавителя. Аналогичная тенденция наблюдается и для образца №3. Исследования эластичности пленок исходных композиций и после модификации их трехфункциональным активным разбавителем
показали некоторое ухудшение этого показателя для покрытий:
для композиции №1 – с 2 мм до 3 мм;
для композиции №2 – с 4 мм до 6 мм.
Эластичность пленок композиции №3 составила не более 1 мм, она
не изменилась и после модификации.
46
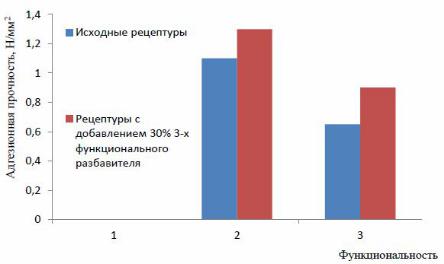
Рисунок 3 – Влияние функциональности активного разбавителя на адгезионную прочность
В табл. 3 приведены значения поверхностной энергии пленок изучаемых композиций. Поверхностная энергия полимерной пленки существенно зависит от ее химического строения. Для отвержденных композиций №1 и №2 введение в состав этоксилированного триметилпропантриакрилата приводит к некоторому росту гидрофильности полимерной пленки, а для композиции №3 – к уменьшению с 37 мДж/см2 до 33 мДж/см2.
Таблица 3 – Значения поверхностной энергии пленок
Композиция |
|
Ϭ, мДж/м2 |
|
Исходная |
|
Модифицированная |
|
|
|
||
№1 |
40 |
|
42 |
№2 |
30 |
|
35 |
№3 |
37 |
|
33 |
Сучетом эластичности, твердости, адгезионной прочности пленки,
ееповерхностной энергии, покрытия толщиной 40 мкм на основе композиций №3 и №3* подвергли испытаниям в камере соляного тумана (рис.4).
ВЫВОДЫ
1.Винилалкидную смолу можно использовать для получения антикоррозионных покрытий ультрафиолетового отверждения.
2.Для достижения хороших физико-механических показателей (эластичность ≤ 1 балл, удар – 50 см), скорости отверждения, стойкости в камере соляного тумана 300 ч следует использовать трехфункциональный активный разбавитель.
47

Рисунок 4 – Результаты испытаний в камере соляного тумана для композиций №3 и №3*.
Литература
1.Бабкин О.Э., Бабкина Л.А. Лаки УФ-отверждения // Лакокрасочные материалы и их применение. 2009. №5. С. 33-35.
2.Прието Д., Кине Ю. Древесина. Обработка и декоративная отделка. – М.: Пейнт-Медиа. 2008. 392 с.
3.Бабкин О.Э., Акошева О.С., Бабкина Л.А., Есеновский А.Г., Прыпурянов С.В., Силкина А.Ю. Антикоррозионные покрытия УФ-отверждения. // Сборник докладов и каталоги второй международной конференции «Антикоррозионная защита – 2011». – М., 2011. С. 13-15.
4.Бабкин О.Э. Технология УФ-отверждения для получения антикоррозионных полимерных покрытий // Лакокрасочная промышленность. 2013. № 6.С. 32-35.
5.Бабкин О.Э. 3 D Макетирование: технологии, оборудование, материалы: Монография. – СПб.: изд. СПбГУКиТ, 2013. 97 с.
6.Дринберг А.К., Неймарк А.Л. Винилированные алкиды и перспективы их применения в лакокрасочной промышленности // Лакокрасочная промышленность.2011. № 12.С.11-14.
48
УДК 614.84
ПОЖАРНАЯ БЕЗОПАСНОСТЬ ПРЕДПРИЯТИЙ НЕФТЕПЕРЕРАБАТЫВАЮЩЕГО КОМПЛЕКСА
А.А. Цой
Санкт-Петербургский университет Государственной противопожарной службы МЧС России
Аннотация. Рассмотрены проблемы пожарной безопасности предприятий нефтеперерабатывающего комплекса. Внимание уделяется особенностям горения нефтепродуктов, проблемам тушения пожаров в резервуарах с двойной защитной стенкой. Сделан вывод о необходимости разработки комплексной системы противопожарной защиты технологических сооружений нефтеперерабатывающих производств на основе моделирования особенностей горения нефтепродуктов.
Ключевые слова: пожарная безопасность, нефтеперерабатывающие производства, нефтепродукты, резервуары, кольцевая защитная стенка, система противопожарной защиты.
Нефтяная и нефтехимическая отрасли России играют важную роль в экономическом развитии страны и на мировом рынке. Нефтехимический комплекс является одним из сложнейших комплексов народного хозяйства, стратегической отраслью экономики и связан с экономической безопасностью, охраной окружающей среды и рядом других социальноэкономических показателей развития. В большинстве случаев нефтеперерабатывающие заводы являются градообразующими звеньями.
Наряду с этим предприятия данного типа являются одними из главных источников пожаро- и взрывоопасности и напряженной техногенной обстановки. Развитие нефтеперерабатывающих комплексов, обладающих высокой энергонасыщенностью, сопровождается ростом количества и масштабов пожаров и объемных взрывов топливно-воздушных смесей, ущерба, наносимого как самим предприятиям, так и окружающим сооружениям, населению, природной среде. Пожары и взрывы на таких объектах приводят к прямому и косвенному ущербу, они опасны не только человеческими потерями, но и большими экономическими затратами, связанными с ликвидацией последствий разрушений и восстановлением работоспособности предприятий. Поэтому повышение пожарной безопасности объектов нефтепереработки продолжает оставаться одной из важнейших составных частей обеспечения защиты населения от угроз техногенного характера.
49
Ежегодно в мире на нефтеперерабатывающих предприятиях происходит до 1500 аварий, большая часть которых приводит к пожару и уносит значительное число человеческих жизней, материальный ущерб составляет более 100 млн долларов в год, причем сохраняется четкая тенденция к увеличению этих показателей. За последние 30 лет число аварий на объектах нефтепереработки увеличилось в 3 раза, число человеческих жертв – почти в 6 раз, материальный ущерб – в 11 раз.
Повышение уровня пожарной опасности предприятий нефтеперерабатывающей отрасли неразрывно связано со следующими мировыми тенденциями:
вертикальной и уплотнительной застройкой заводских территорий;
опережающим развитием объемов производства по сравнению с совершенствованием мер предупреждения аварийных и пожароопасных ситуаций (в России на данный момент действуют нормы, разработанные в конце 1980-х гг.);
чрезвычайно высокой энергонасыщенностью объектов нефтеперерабатывающей промышленности. Типовой нефтеперерабатывающий завод производительностью 10–15 млн т/год сосредоточивает на своей территории от 200 до 500 тыс. т углеводородного топлива, энергосодержание которого эквивалентно 2–5 Мт тротила;
интенсификацией технологии, ростом единичных мощностей аппаратов, вследствие чего такие параметры, как температура, давление, содержание взрыво- и пожароопасных веществ растут и приближаются к критическим;
наличием емкостей, реакторов, колонн, аппаратов насосного типа и других технологических коммуникаций, содержащих различные нефтепродукты;
наличием большого количества путей распространения пожара
[3].
При обеспечении противопожарной защиты нефтеперерабатывающих предприятий следует ориентироваться на реальные и наиболее жесткие ситуации, которые могут возникнуть при пожаре.
За рубежом данной проблеме уделяется большое внимание. В частности, в США и Великобритании, наряду с общепринятым «стандартным» пожаром, который классифицируется как «целлюлозный» (обычный, бытовой пожар, при котором происходит горение древесины, ткани и т.д.), стандартизирован так называемый «углеводородный» пожар (возгорание легковоспламеняющихся материалов с большим потенциалом выделения тепловой энергии – нефтепродуктов, химикатов, органических летучих
50