

Вейко В.П. - Лазерная микрообработка 2007
.pdf– 31 –
ТРЕБУЕМЫЕ ПАРАМЕТРЫ ЛАЗЕРОВ ДЛЯ МИКРООБРАБОТКИ (5)
5. Пространственные характеристики модовой структуры (TEMmn) лазерного пучка

– 32 –
ТРЕБУЕМЫЕ ПАРАМЕТРЫ ЛАЗЕРОВ ДЛЯ МИКРООБРАБОТКИ (6)
6. Расходимость пучка
α = A |
λ |
|
(3.9) |
|
|||
д b |
|
||
|
д |
|
|
где α — полный угол расходимости пучка, λ — длина волны, bд |
— характерный размер выход- |
||
ного окна лазера, ответственного за дифракцию, Aд — коэффициент, отвечающий за распреде-
ление интенсивности в поперечном сечении пучка.
Величины bд и Aд, и α для разных лазерных пучков приведены в таблице 2.
|
|
|
|
|
|
|
|
|
Таблица 2 |
Тип лазерного пучка |
bд |
Aд |
Полный |
Комментарии |
|||||
|
|
|
угол |
|
|
||||
Одномодовый (Гауссово рас- |
2w0 |
3 |
1.26 |
|
|
λ |
|
D ≈ 2w0 , w0 — радиус перетяжки Га- |
|
пределение) |
|
|
|
|
D |
|
уссова пучка |
||
Многомодовый |
D |
1.26 |
1.26 |
λ |
N |
Nb — число отдельных пучков в по- |
|||
|
N |
|
|
|
|
перечном сечении |
|||
|
|
D |
|||||||
Дифракционно ограниченный |
D |
2.44 |
2.44 |
λ |
|
|
|||
|
|
|
D |
|
|
||||
– 33 –
ТИПИЧНЫЕ ПАРАМЕТРЫ ЛАЗЕРОВ ДЛЯ МИКРООБРАБОТКИ (1)
|
|
Основные импульсные твердотельные лазеры |
|
Таблица 3 |
||||||||||||
|
Длина |
Энергия |
|
|
|
|
|
Частота |
|
|
|
Эффективность |
|
|||
Тип лазера |
волны |
Продолжительность |
повторения |
Расходимость |
Примечания |
|||||||||||
λ, |
импульса. |
импульса τ, с |
|
импульсов |
луча α, мрад |
η, % |
|
|||||||||
|
мкм |
Дж |
|
|
|
|
|
f , Гц |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Nd–YAG, свободная |
1.060 |
1 |
|
10–3 |
|
|
|
102 |
|
|
1–10 |
1–3 |
|
|
||
генерация |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Nd–YAG, акусто– |
|
10–3 |
|
10–7 |
|
|
|
104 |
|
|
1 |
|
|
|
||
оптическая моду- |
1.060 |
|
|
|
|
|
|
≤1 |
|
|
||||||
ляция добротности |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Nd–YAG, электро- |
1.060 |
1(10–3– |
10 |
–3 |
(10 |
–8 |
) |
10 |
2 |
(10 |
5 |
) |
1 |
≤1 |
|
|
оптическая модуля- |
10–4) |
|
|
|
|
|
|
|||||||||
ция добротности |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Nd–YAG, диодная |
|
10–2 |
|
10–8 |
|
|
|
104 |
|
|
1–10 |
10 |
|
|
||
накачка |
1.060 |
10–3 |
|
10–8 |
|
|
|
104 |
|
|
1–10 |
больше 20 |
|
|
||
Nd–Волоконный |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Будущее |
Ti–сапфир |
0.6– |
10–8 |
|
10–13 |
|
|
|
108 |
|
|
0.5 |
<1 |
|
применение |
||
|
|
|
|
|
|
|
(перспективен |
|||||||||
|
1.1. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
для повыше- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ния качества) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Будущее |
Полупроводниковые |
0.75– |
Средняя мощность до 100 Вт и более |
|
|
250х150 |
>10 |
|
применение |
||||||||
|
|
|
(эффективен |
|||||||||||||
линейки |
0.98 |
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
для снижения |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
стоимости |
– 34 –
ТИПИЧНЫЕ ПАРАМЕТРЫ ЛАЗЕРОВ ДЛЯ МИКРООБРАБОТКИ (2)
Основные импульсные газовые лазеры |
Таблица 4 |
Cu–пары |
0.510– |
10–3 |
10–8 |
104 |
1 |
1 |
|
|
|
0.570 |
|
|
|
|
|
|
|
|
|
Эксимеры |
|
|
|
|
||
XeCl |
0.308 |
0.1– |
10– |
|
|
|
Размер луча 10x30 mm |
|
KrF |
0.249 |
10–500 |
1x3 |
1 |
Средняя мощность |
|||
100 |
50 |
|||||||
ArF |
0.193 |
|
|
|
до150 Вт |
|||
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
CO2–RF с радиочастотной |
10.6 |
5 10– |
–4 |
100– |
4 |
≤10 |
|
|
накачкой |
2 |
10 |
2500 |
|
||||
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
CO2–TEA |
10.6 |
10–1 |
10–5 |
102 |
2.5 |
≤10 |
Некоммерческий |
|
20 |
10–6 |
200 |
10 |
≤10 |
||||
– 35 –
ТИПИЧНЫЕ ПАРАМЕТРЫ ЛАЗЕРОВ ДЛЯ МИКРООБРАБОТКИ (3)
|
Основные лазеры непрерывного режима |
Таблица 5 |
||||
|
Длина |
Мощность |
|
Расходимость |
Эффективность |
|
Тип лазера |
волны |
|
Примечания |
|||
P , Вт |
|
луча α, мрад |
η, % |
|||
|
λ, мкм |
|
|
|||
Nd–YAG, ламповая накачка |
1.06 |
10–2000 |
|
1–10 |
3 |
Возможна бóльшая мощ- |
|
ность |
|||||
|
|
|
|
|
|
|
Nd–YAG, диодная накачка |
1.06 |
20 |
|
1–10 |
10 |
До 10 кВт в исследовании |
Nd–YAG волоконный — |
1.06 |
50 |
|
1 |
больше 20 |
До 10 кВт (2004 г.) |
диодная накачка |
|
|||||
|
|
|
|
|
|
|
CO2, с медленной осевой |
10.6 |
100–1000 |
|
1 |
10 |
|
прокачкой |
|
|
||||
|
|
|
|
|
|
|
CO2, мощный |
10.6 |
200 |
|
|
|
|
С медленной осевой про- |
|
|
|
|
|
|
качкой, диффузионно– |
|
|
|
До 3 кВт/м |
|
|
охлаждаемый, многопучко- |
|
|
|
|
|
|
|
|
|
|
|
|
|
вый |
|
|
|
|
|
|
С быстрой осевой прокачкой |
|
|
|
|
|
Обычно не для точного мик- |
и конвективным охлаждени- |
|
|
|
До 5 кВт/м |
|
|
|
|
|
|
роформообразования |
||
ем |
|
|
|
|
|
|
|
|
|
|
|
|
|
С поперечной прокачкой и |
|
|
|
До 100 кВт/м |
|
|
конвективным охлаждением |
|
|
|
|
|
|
|
|
|
|
|
|
|
Газодинамический с конвек- |
|
|
Более 100 кВт/м |
|
|
|
тивным охлаждением |
|
|
|
|
||
|
|
|
|
|
|
|
Ar–ион |
0.50 |
20 |
|
0.5–1 |
<1 |
|
– 36 –
ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ
•Высокая однородность и стабильность параметров излучения
•Эффективность (кпд)
• Высокие эксплуатационные характеристики
Достаточный ресурс и надежность Минимальный вес и размер Простая конструкция
• Экономическая эффективность
–37 –
4.ОПТИЧЕСКИЕ СИСТЕМЫ ДЛЯ ЛАЗЕРНОЙ МИКРООБРАБОТКИ
Любая оптическая система для ЛМ должна обеспечить три основные группы требований:
Энергетические :
•плотность мощности излучения, достаточную для выполнения заданного типа поверхностной обработки,
•максимальное использование энергии лазера, с учетом потерь на диафрагмах (виньетирование) и на оптических компонентах (Френелевское отражение и остаточное поглощение)
К точностным параметрам относятся:
•необходимость формирования зоны обработки заданной и строго очерченной формы,
•необходимость формирования изображения зоны воздействия с минимальной неровностью края
При рассмотрении требований к ОС в части рабочего поля наиболее важные вопросы:
•как перекрыть полную рабочую зону посредством сканирующих оптико–механических систем или проекционных оптических систем с приемлемой точностью, производительностью и самым простым путем
– 38 –
ФОКУСИРУЮЩАЯ ТЕХНИКА ДЛЯ ЛМ
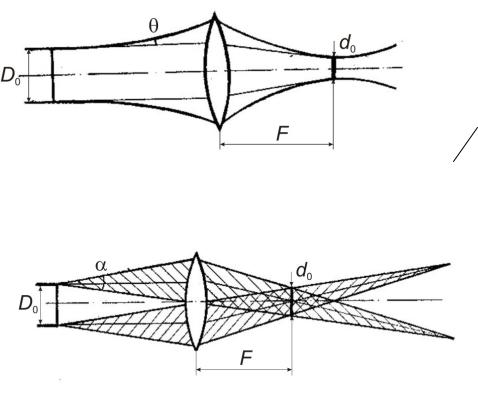
Основные пространственно–геометрические модели лазерных источников Гауссова модель лазерного источника (одномодовый режим)
θ = α2
в перетяжке d0 = 2ω0
Телецентрическая модель лазерного источника (многомодовый режим)
(оси всех пучков || оптической оси, все направления внутри α равноценны)
фокальное пятно d0 = αF , глубина резкости l = 2d0F  D
D
теоретические пределы: d0 = λF D ≈ λ; L ≈ 2d02
D ≈ λ; L ≈ 2d02  λ ≈ 2d0 Пример: при α =10−3 рад, F =1 см, d0 =10 мкм, l0 = 20 мкм
λ ≈ 2d0 Пример: при α =10−3 рад, F =1 см, d0 =10 мкм, l0 = 20 мкм

– 39 –
ГЕОМЕТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЛАЗЕРНЫХ ПУЧКОВ В ФОКАЛЬНОЙ ПЛОСКОСТИ
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 6 |
Тип лазерного пучка (по- |
Теоретические параметры лазерного луча |
|
|||||||||||||||
Полный угол |
Фокальный |
|
|
||||||||||||||
перечного распределе- |
расходимости |
диаметр пят- |
Фокальное рас- |
Примечания |
|||||||||||||
ния интенсивности) |
луча |
|
на |
пределение пятна |
|
||||||||||||
|
α = 2θ |
d0 = αF |
|
|
|||||||||||||
Гауссовый — одномодо- |
1.26 |
|
λ |
1.26 |
|
|
λ |
|
вся энергия в |
||||||||
|
|
|
|
|
|||||||||||||
вый |
|
|
|
|
|
|
|
|
|
F |
|
фокальном |
|||||
|
D |
|
D |
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
пятне |
Супергауссовый — мно- |
|
λ |
|
|
λ |
|
|
вся энергия в |
|||||||||
|
|
|
фокальном |
||||||||||||||
гомодовый |
1.26 D N |
1.26 D NF |
|
||||||||||||||
|
пятне |
||||||||||||||||
Однородный — дифрак- |
|
|
|
|
λ |
|
|
|
|
λ |
|
в центральном |
|||||
2.44 |
2.44 |
|
|
максимуме |
|||||||||||||
ционно ограниченный |
|
|
|
|
F |
|
84% энергии |
||||||||||
D |
D |
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Теоретические (дальне- |
~ |
|
λ |
|
~ λ |
|
|
||||||||||
польные) пределы |
|
D |
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|||||||
Но что такое d0 — минимальный размер воздействия?
Что будет если интенсивность воздействия на материал внутри d0 будет на уровне q > qп?
Ответ смотри далее
– 40 –
ДОСТОИНСТВА И НЕДОСТАТКИ ФОКУСИРУЮЩЕЙ ТЕХНИКИ
Фокусирующая техника характеризуется простотой, полным использованием лазерной энергии и оптическим разрешением (размером светового пятна), определяемым расходимостью пучка и фокусным расстоянием линзы.
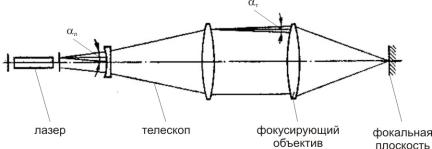
Дальнейшее уменьшение размера пятна может быть достигнуто размерщением перед объективом телескопического расширителя пучка с увеличением Γ (сокращение расхождениия в Γ раз). При этом можно либо уменьшать d0 , либо увеличивать фокусное расстояние объектива f
без изменения d0 (d0 = αлf  Γ).
Γ).
Использование расширителя пучка в рабочей станции «КВАНТ–3» приводит к получению пятна диаметром 5 мкм с рабочим отрезком объектива объектива 70 мм. Такая большая величина рабочего отрезка обеспечивает размещение (если необходимо) образца с различными зондами, контактных измерительных и других устройств.
Главные недостатки фокусирующей техники:
•неоднородное распределение интенсивности в фокальном пятне и отсутствие постоянного размера зоны воздействия, который зависит от порога чувствительности материала,
•сложность обеспечения достаточной точности краев зоны воздействия при сканировании