

Фотолитография в микроэлектронике
Получение элементов с малыми геометрическими размерами и высокой точностью связано с применением процессов фотолитографии, без которой немыслима микроэлектроника.
Фотолитография — совокупность фотохимических процессов, основанных на использовании светочувствительных полимеров (фоторезистов), изменяющих свои первоначальные свойства под действием излучения (ультрафиолетового, электронного, рентгеновского). Ее цель — создать в слое фоторезиста «окна» заданных размеров и формы для доступа травителя к расположенной. Под этим слоем полупроводниковой или диэлектрической подложке.
В зависимости от характера изменения свойств при облучении фоторезисты делятся на позитивные и негативные. Позитивные фоторезисты — полимеры, которые в обычном состоянии стойки к действию растворителей и травителей, а под действием излучения разрушаются и легко смываются растворителями. Негативные фоторезисты в обычном состоянии легко растворяются, но под действием излучения становятся нерастворимыми и стойкими к действию различных травителей. Фоторезисты должны обладать высокой разрешающей способностью, т. е. обеспечивать воспроизводство изображения миниатюрного элемента.
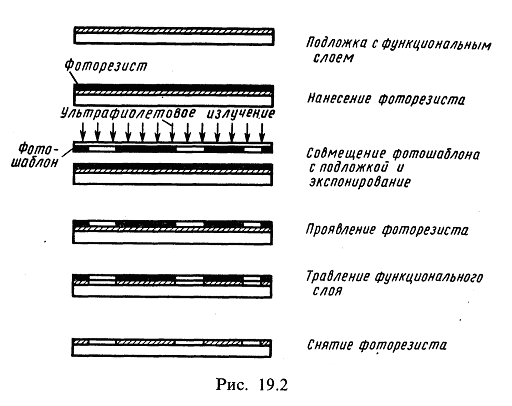
На рис. 19.2 приведена последовательность основных операций при фотолитографии рисунка микросхем. Фотолитография может быть последовательной, селективной и обратной.
В процессах фотолитографии используют фотошаблон- трафарет, через который производят облучение фоторезиста. От точности его изготовления в первую очередь зависит точность изготовления элементов микросхем. Фотошаблон представляет собой фотоснимок рисунка элементов микросхемы (фотооригинала).
Фотошаблоны, выполненные на фотопластинках, называют жесткими, а на фотопленке — гибкими.
Для крупносерийного производства, при котором изготовляется большое количество отпечатков, с эталонного фотошаблона снимаются износостойкие рабочие копии.
Фотошаблоны должны иметь геометрический рисунок с допусками на размеры элементов в пределах от ± 1 до + 5 мкм для гибридных интегральных схем и долей микрометра для полупроводниковых ИС. Учитывая, что полупроводниковая подложка представляет собой пластину диаметром 50 или 100 мм, а отдельная микросхема является элементом квадратной формы со стороной 2 — 3 мм, рисунок схемы на фотошаблоне мультиплицируется.
При изготовлении интегральных микросхем обычно требуется комплект из нескольких фотошаблонов с различными взаимно дополняющими друг друга рисунками. Для получения фотошаблона специальными редукционными камерами с помощью высокоразрешающей оптики и специальных фотопластин, фотопленки, имеющих высокую чувствительность и разрешающую способность, фотографируют оригинал, представляющий собой увеличенный во много раз чертеж топологии микросхемы.
Оригиналы изготовляют на координатографах с погрешностью расположения линий ± 50 мкм. В последнее время на смену координатографам в производстве полупроводниковых интегральных схем пришли программно-управляемые микрофотонаборные установки, в которых непосредственно на фотопластине набирается топологический рисунок путем засветки через диафрагмы с отдельными элементами прямоугольной формы.
Для нанесения фоторезиста на пластину существуют следующие способы: центрифугирование, пульверизация, вытягивание из раствора, напыление в электростатическом поле, накатка валиком, полив.
В основном используется метод центрифугирования, при котором фоторезист тонкой струей льется в центр вращающейся подложки. Частота вращения центрифуги зависит от вязкости фоторезиста и подбирается экспериментально. Для нанесения тонких пленок фоторезиста (менее 1 мкм) время процесса составляет 20-30 с. При центрифугировании толщина слоя выдерживается с допуском ±10%.
При методе пульверизации можно проводить контроль толщены пленки фоторезиста в широких интервалах (от 0,35 до 20 мкм). Кроме того, пульверизация обеспечивает ородность толщины слоя и сравнительно малый расход фоторезиста.
Метод полива применяют для создания толстых слоев фоторезиста (10-20 мкм).
Сушка фоторезиста должна обеспечить определенную ориентацию молекул фоторезиста и удаление растворителя. Ее проводят при температуре 80-100°С.
Совмещение фотошаблонов осуществляют базовым и визуальным методами. Визуальный метод основан на совмещении реперных знаков (обычно крестов), расположенных на фотошаблонах в одном и том же месте. Базовый метод заключается в ориентации фотошаблона по двум базовым плоскостям или двум цилиндрическим поверхностям.
Экспонирование фоторезиста осуществляют контактным и проекционным способами.
Проявление фоторезиста заключается в удалении с поверхности подложки (после экспонирования) ненужных его участков. Для повышения стойкости защитного рельефа фоторезиста производится его задубливание — вторичная сушка при более высокой температуре (с целью удаления остатков проявителя) и дальнейшая тепловая полимеризация фоторезиста.
Весьма ответственной является операция травления основного слоя. При химическом травлении важен подбор состава травителя, его концентрация и температура. Эти факторы влияют на размер бокового под-трава, и неправильный выбор параметров проявителя может вызвать боковой подтрав, равный толщине стравливаемого слоя, т. е. порядка 1 мкм.
Метод ионного травления основан на использовании пучка положительных ионов с высокой кинетической энергией для разрушения материала в местах, подвергающихся травлению. Поскольку ионы бомбардируют подложку перпендикулярно ее поверхности, эффекта подтравливания не возникает и точность получения заданной конфигурации элементов микросхем повышается. Ионное травление позволяет полностью сохранить точность рисунка, полученного на фоторезисте.