

Vse_otvety
.pdf9- Схема регулювання струму електронного променя по частоті та напрузі за допомогою датчиків вторинної емісії.

10 - Функціональна схема регулятора проплавлення з діею на просторове положення дуги.Фотодатчики.Призначення ,та принцип дії в складі устаткування.
Рис. 7.30. Функциональная схема регулятора проплавления с воздействием на пространственное положение дуги
Система автоматического регулирования проплавления с воздействием на пространственное положение дуги. САР используют при сварке в СО2поворотных кольцевых стыков труб с У-образной разделкой кромок. Пространственное положение дуги изменяют, вводя поперечные колебания электрода. Функциональная схема системы приведена на рис. 7.30.
Датчик системы — фотодиод ФД располагают внутри свариваемых труб и визируют на формируемый корень шва. На выходе датчика формируется сигнал, пропорциональный размерам обратного валика. При отклонении размеров валика
от номинального в системе вырабатывается сигнал рассогласования  , который после усиления в блоках УН и УМ приводит в движение
, который после усиления в блоках УН и УМ приводит в движение
двигатель М2. Последний через редуктор q2 перемещает в вертикальном направлении профилированный кулачок и изменяет амплитуду колебаний сварочной горелки СГ как функцию сигнала рассогласования. С увеличением проплавления амплитуда колебаний также увеличивается, тепловой поток от дуги рассредоточивается по большей площади, проплавление стыка возвращается к заданному.
В некоторых случаях механические устройства для колебания электрода могут быть заменены магнитными. Наложение знакопеременного магнитного поля вдоль оси шва вызывает поперечные колебания дуги. Изменяя параметры магнитного поля (напряженность), можно изменить амплитуду поперечных колебаний дуги, а следовательно, формирование шва.
11 Плазмові джерела живлення. Конструктивні особливості .ВАХ. Функціональні схеми та вузли.

Джерелаживлення установок
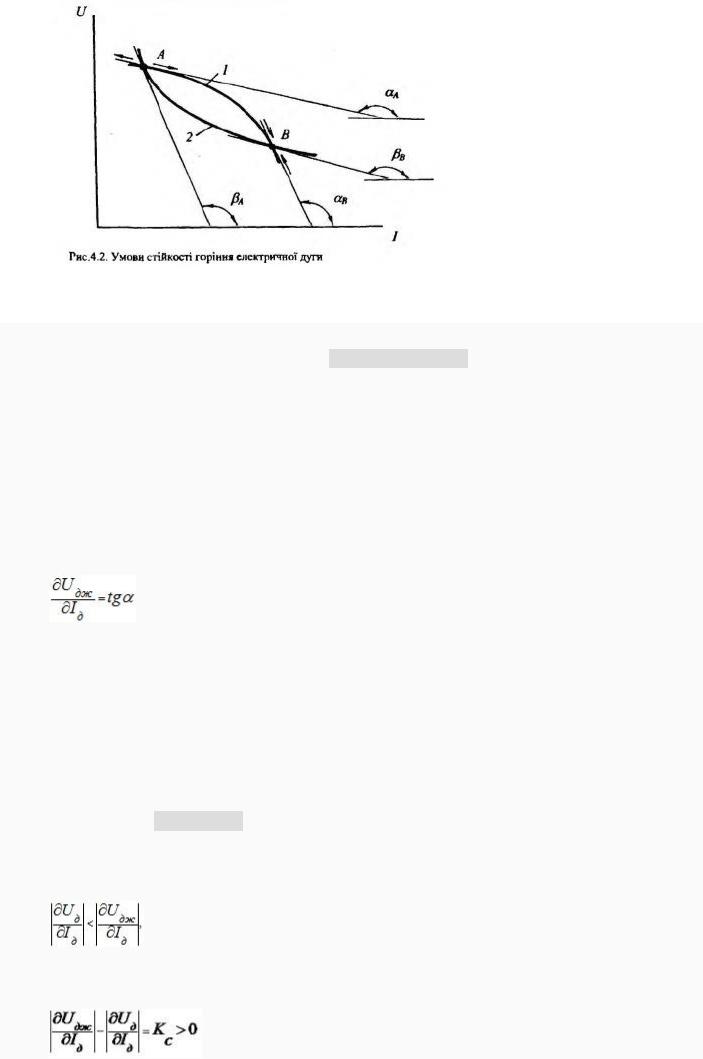
Забезпеченнястійкоїроботисистеми «джереложивлення-розпилювач» можливелише в тому разі, коли електричніпараметри дуги і джерелаживленнявідповідаютьпевнимвимогам – умовамстійкості.
Джереложивленнямаєнезалежнівідвластивостей дуги статичні вольт-амперні характеристики (ВАХ) Uдж = f(Iд), якіназиваютьсязовнішнімиабонавантажувальними. Цязалежністьнапруги на виходіджерелавід струму навантаженняможе бути визначенаекспериментально, наприклад, при навантаженніджерелабаластним опором, величина якогоможезмінюватися. При цьому кожному значеннювеличинибаластного опору, яке визначає струм навантаження, відповідаєвизначенезначеннянапруги на дузі.
Зовнішні характеристики джерелаживленняможуть бути незалежними, зростальнимиабоспадними. Кількіснимпоказникомцього є динамічнийопірджерелаживлення:
де  – кут міждотичноювданійточці ВАХ джерела і віссюабсцис.
– кут міждотичноювданійточці ВАХ джерела і віссюабсцис.
Джерелаживленняізспадними ВАХ називаютьджерелами струму, а з ВАХ, в якихнапруга на виходіджерела не залежитьвідвеличини струму навантаження, називаютьджереламинапруги.
Дуга, як навантаженняджерелаживлення, є нелінійнимактивним опором.
У загальномувипадку ВАХ дуги показана на рис. 3.20. Як видно із рисунка, можливі три характерніділянки ВАХ дуги: з позитивним, негативним і нейтральнимдинамічним опором дуги.
Реальна ВАХ плазмотрона залежновідконструкції і режиму йоговикористанняможемативсі три ділянки ВАХ, абоокреміїїділянкичиїхкомбінації. Слідвідзначити, що форма ВАХ дуги не залежитьвідвластивостейджерелаживлення.
Згідно з теорією «малого збурення» умовастійкості дуги маєвигляд:
де Uдж – статична напругаджерелаживлення; Uд – статична напруга дуги. Інакшеможназаписати:
де Кс – коефіцієнтстатичноїстійкостісистеми.
Аналізуючиможливікомбінаційформи ВАХ джерелаживлення і дуги, можнапідсумувати:
1.У разі, коли статична ВАХ дуги спадна,  , для стійкогогоріння дуги потрібнеджереложивленняізспадною характеристикою, причому tg
, для стійкогогоріння дуги потрібнеджереложивленняізспадною характеристикою, причому tg  > tg
> tg  ;
;
2.Жорсткастатична ВАХ дуги потребуєджереложивленняізспадною ВАХ і будьякимзначеннямдинамічного опору в робочійточці;
3.Якщо ВАХ дуги зростаюча, то можливевикористанняджерелаживленняіз будь-яким кутом нахилу до осіабсцис і навітьіззростаючою ВАХ, але за умовивиконанняспіввідношення:
 .
.
БЭП-40 (БЭП-80). Джерело живлення БЭП-40 розроблене в ІЕЗ ім. Є.О.Патона для комплектації установок плазмового нанесення покриттів «Київ-7», які серійно випускалися з 1986 року. Установка «Київ-7» використовує як плазмоутворюючий газ суміш повітря і углеводневого газу. Вихідні параметри БЭП узгоджені з параметрами газоповітряних плазмотронів, які використовують термохімічні електроди.
ИПН-301. Джерело живлення типу ИПН-301 призначене для живлення установок плазмового нанесення покриттів типу УМП-6. Складається із: силового трансформатора, блока трансформаторів зворотного зв’язку, пульта керування, панелі з електроапаратурою і блока вентилів.
12 Універсальні випрямлячі. Призначення .ВАХ. Склад .Вузли.
випрямлячі призначені для перетворення змінного струму в постійний і живлення ним зварювальної дуги. Випрямлячі класифікуються:
–за числом обслуговуваних постів — однота багатопостові;
–за числом фаз живлення — однофазні й трифазні;
–за типом вентилів — діодні, тиристорні, інверторні;
–за способом регулювання струмом або напругою — із механічним регулюванням рухомими обмотками (типу ВД для ручного зварювання), які регулюються зміною коефіцієнта трансформації силового трансформатора (типу ВС для механізованого зварювання у вуглекислому газі), з регулюванням методом магнітної комутації (типу ВСЖ), які регулюються за допомогою дроселя насичення (типу ВДГ); із регулюванням тиристорами (універсальні випрямлячі);
–за схемою випрямлення — однонапівперіодні, трифазні, шестифазні;
–за призначенням — для ручного дугового зварювання (зі спадаючими зовнішніми характеристиками), для механізованого зварювання під флюсом (зі спадаючими зовнішніми характеристиками), для механізованого зварювання у вуглекислому газі (з похилоспадаючими зовнішніми характеристиками), універсальні (для всіх видів зварювання з крутота похилоспадаючими характеристиками).
Основними елементами випрямляча є: трансформатор, регулюючий пристрій і напівпровідникові вентилі (селенові, кремнієві або германієві), які проводять струм тільки в одному напрямку. Для зменшення розбризкування електродного металу та для згладжування пульсації струму у коло постійного струму деяких випрямлячів умикають дросель


13.Вимогидодротівживлення та силовихкабелів до ДЖ-навантаження.
Каждый СК состоит как минимум из трёх элементов:
токопроводящая жила;
изоляция токопроводящей жилы;
оболочки.
Сварочный кабель необходим для соединения сварочного аппарата с держателем электрода и зажимом массы - самим изделием, которое будет подвергаться электрической сварке. Обычно это одножильный кабель, но проводников может быть и несколько. Все они имеют круглое сечение. Каждая жила скручена из определенного количества тонких медных проволочек, имеющих диаметр от 0,18 до 0,2мм. В некоторых марках сварочного кабеля медная проволока обработана лужением.
Наружная оболочка кабеля выполняется из особых сортов шланговой резины, отличающихся высокой прочностью. В многожильных вариантах дополнительные слои полимерной пленки предотвращают «слипание» жил с их резиновой изоляцией. В некоторых случаях функцию такого защитного барьера выполняет тальк или схожие с ним по физическим свойствам вещества. Иногда оболочка выполняет маркировочную функцию, одно- и двужильном кабелях расцветка изоляции не нормируется.
Разные варианты исполнения оболочки позволяют производителям изготавливать кабели для особых климатических условий:
•холодостойкий (КГ-ХЛ) - для проведения работ в местностях, отличающихся холодным климатом с температурой воздуха до -60 ° С;
•антисептированный или тропический (КГ-Т) - для выполнения работ в условиях высоких температур (до + 55 ° С) и повышенной влажности, например, в условиях тропического климата, когда возникает риск повреждения кабеля микроорганизмами и плесневыми грибками.
Подбор марки и типа кабеля необходимо осуществлять, исходя из данных о технических параметрах того сварочного аппарата, в комплекте с которым он будет эксплуатироваться. Кроме этого следует учитывать условия окружающей среды (температура воздуха, влажность и пр.) Во время выполнения сварочных работ. Грамотный выбор сварочного кабеля - залог безопасности оператора и гарантия длительного срока службы сварочного оборудования, ресурс самого кабеля.
Сечение жил кабеля КГ может варьировать от 16 до 150 мм2. Наиболее востребованными являются одножильные силовые кабели с поперечным сечением проводника 16, 25 и 35мм2 и маркировкой, КГ 1х16, КГ1х25, КГ 1х35. Различие этих трех типов кабеля заключается в том, что для каждого из них строго определена максимальная допустимая токовая нагрузка при производстве сварочных работ. Если КГ 1х16 и КГ1х25 «потянут» 195А и 248А соответственно, то КГ 1х35 будет корректно функционировать при токе в 301А. Очевидно, что для конкретного аппарата со своими силовыми характеристиками, необходимо выбирать кабель определённого сечения, тогда оборудование в полной мере раскроет свой потенциал.

Для максимально-продуктивной работы сварочного аппарата, кабель выбирается таким образом, чтобы его длина, площадь сечения, и падение напряжения сварочного контура было не более 2 Вт
14.Використання ДЖ ,якіпризначені для дугового зварювання, для газотермічнихпроцесівнапилення


15. Випрямлячі з дросселями насичення. Функціональнісхемипідключення. Призначеннядросселів та їхконструкція.