

Жильцов АП - Презентационные лекции Прокатное оборудование_1 / Лекция 8
.pdfПрокатное оборудование
Лекция №8
темы лекции
 Определение Dб валков по условию захвата
Определение Dб валков по условию захвата
 Конструкции и материалы валков листовых станов горячей прокатки
Конструкции и материалы валков листовых станов горячей прокатки
 Конструкции и материалы валков листовых станов холодной прокатки
Конструкции и материалы валков листовых станов холодной прокатки
 Опеределение Dб валков тонколистовых станов
Опеределение Dб валков тонколистовых станов

Прокатное оборудование
При сопоставимости Dб и толщины заготовки диаметр валка Dб определяется из условия отсутствия проскальзывания при захвате заготовки
Коэффициент трения при захвате должен быть больше тангенса угла захвата!
μ>tgα≈α (рад)
|
D = |
|
|
h |
= |
2 h |
||
При этом => |
1 |
−cosα |
α2 |
|||||
|
|
|||||||
h |
< |
µ2 |
|
|
|
|||
|
R |
|
|
|
|
|
|
|
 Валки с насечкой => α = 28—34 μ = 0,5—0,6
Валки с насечкой => α = 28—34 μ = 0,5—0,6
 Валки сортовых, => α = 16—18 обжимных станов, μ = 0,3—0,45 черновых клетей НШПС ГП
Валки сортовых, => α = 16—18 обжимных станов, μ = 0,3—0,45 черновых клетей НШПС ГП

Прокатное оборудование
Конструкции и материалы валков листовых станов горячей прокатки
Листовой валок с опорами на подшипники качения
Валок с опорами ПЖТ с коническими шейками
Материалы
Рабочие валки — сталь — поковка
40ХН, 60ХН, 150ХНМ, 75ХМ чугун — отливка — термообработка ЛПХН — 62, ЛПХНМд — 72 основной параметр — Lб
Lб = Bmax + a a ≈ 200 при Bmax ≤ 1200мм a ≈ 400 при Bmax ≥ 1200мм
dш = (0,63-0,75)•dб
Опорные валки — сталь, литье, проковка:
9Х2, 9ХФ, 7ХМ, 65ХНМ Бандажированные: Бандаж: 9Х2, 9ХФ, 75ХМ, 9Х2В Ось: 45ХНВ, 45ХНМ, 55ХГ, 55Х
Составной валок с коническими шейками

Прокатное оборудование
Твердость, глубина рабочего слоя и химический состав чугунных валков

Прокатное оборудование
Конструкции и материалы валков листовых станов холодной прокатки
Рабочий валок стана 1700 Х.П
Опорный валок стана 1700 Х.П
Бандаж составного опорного валка
Рабочие валки
Сталь:9Х, 9Х2, 9ХФ, 90ХМФ, 9Х2МФ, 9Х2В, 9Х2СВФ
 Термообработка – закалка до HSh 100ед.
Термообработка – закалка до HSh 100ед.
 Наличие осевого канала
Наличие осевого канала  Высокие требования:
Высокие требования:
—мех. свойства
—закаливаемость
—прокаливаемость
—обрабатываемость
—шлифуемость
Твердые сплавы
Кобальтовый порошок (10-15%) + карбид вольфрама
 высокая твердость (до 100 HRC)
высокая твердость (до 100 HRC)
 высокая износостойкость
высокая износостойкость
 Но – повышенная хрупкость
Но – повышенная хрупкость
Опорные валки
Ось составного |
Бандажированные, цельнокованые. |
опорного валка |
|

Прокатное оборудование
Химический состав сталей рабочих и опорных валков листовых станов холодной прокатки.
Прокатное оборудование
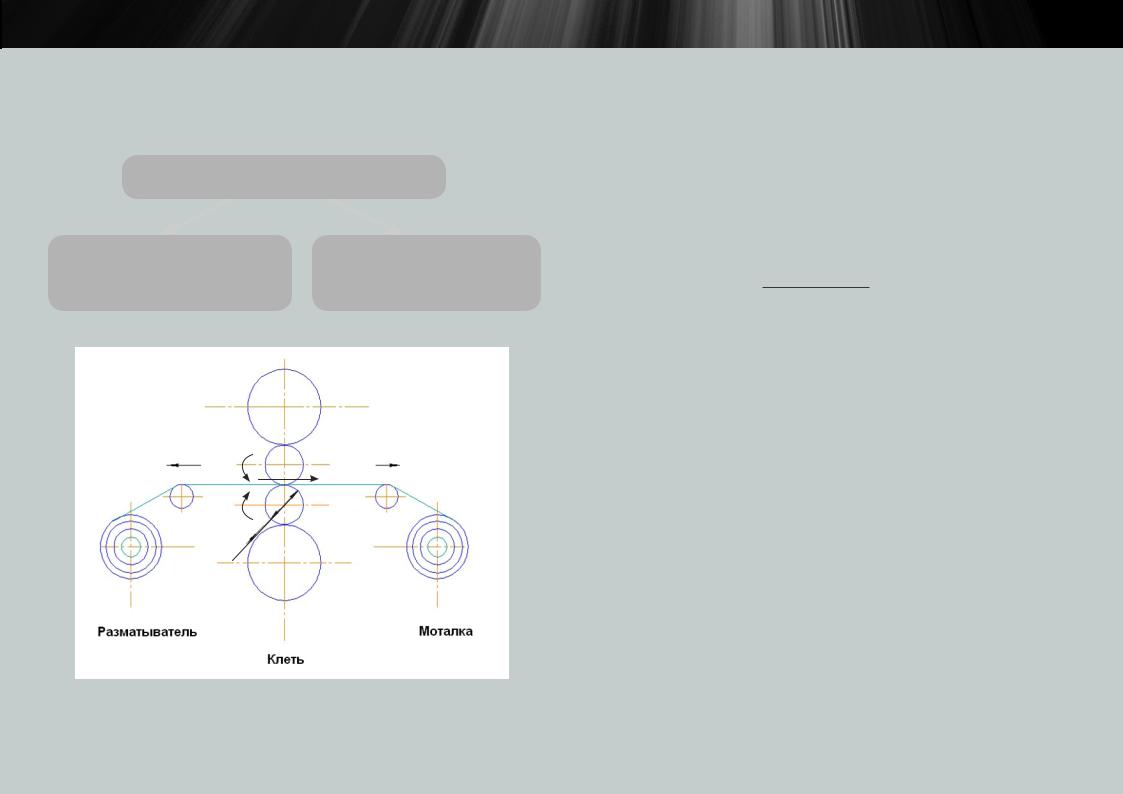
Определение Dб валков листовых станов холодной прокатки
Основные факторы
Прочность и |
Прокатка полосы |
жесткость валков |
min толщины |
Т0 Т1
Dp
По методике Стоуна:
Условие прокатки полосы минимальной толщины hmin
|
0,28E |
Dp = |
µ(k − σcp ) •hmin |
При этом учитывается:
μ — коэффициент контактного трения в очаге деформации
k — константа пластичности; k=1,15σm σm — предел текучести материала;
σm = f (материал, t ,ε)
σср — среднее напряжение в полосе при натяжении:
σ |
cp |
= σ0 + σ1 |
σ |
0 |
= |
T0 |
; σ = T1 |
|
|
||||||||
|
2 |
|
|
F0 |
1 |
F2 |
||
|
|
|
|
|
|
|||
T0, T1 — усилия заднего и переднего натяжения

Прокатное оборудование
Значения коэффициента трения μ при различных условиях холодной прокатки
При прокатке тонкой стальной полосы жести на шлифованных валках с |
|
весьма хорошей смазкой полосы: |
|
пальмовым маслом |
0,03-0,04 |
эмульсией пальмового масла |
0,05-0,065 |
оливковым маслом |
0,055 |
касторным маслом |
0,045 |
ланолином |
0,04 |
При прокатке тонких стальных листов и полосы на шлифованных валках с |
|
хорошей смазкой: |
|
эмульсией минерального масла |
0,07-0,1 |
эмульсией пальмового масла или его заменителем (касторового |
|
масла и др.) |
0,06-0,08 |
При дрессировке полосы на шлифованных валках всухую (без смазки) |
0,12-0,15 |
 Меньшие значения μ — при скорости прокатки > 5м/с
Меньшие значения μ — при скорости прокатки > 5м/с  Большие значения μ — при скорости прокатки <5м/с
Большие значения μ — при скорости прокатки <5м/с