

Прямозубые цилиндрические колеса Таблица 1
|
№ варианта |
Модуль m, мм |
Число зубьев z |
Характер обработки |
Материал |
Направление фрезерования |
Направление витков фрезы |
|
1 ; 27 |
3 |
70 |
Чистовая
|
сталь |
встречное |
левое |
|
4 ; 29 |
6 |
84 |
Черновая |
чугун |
попутное |
правое |
|
6 ; 32 |
4 |
90 |
Чистовая
|
сталь |
встречное |
Правое |
|
9 ; 34 |
4 |
72 |
Черновая |
чугун |
попутное |
Левое |
|
11 ; 37 |
8 |
40 |
Чистовая
|
сталь |
попутное |
Правое |
|
14 ; 40 |
5 |
50 |
Черновая |
сталь |
встречное |
Левое |
|
16 ; 42 |
2 |
100 |
Чистовая
|
чугун |
попутное |
левое |
|
19 ; 45 |
3 |
48 |
Черновая |
чугун |
встречное |
левое |
|
21 ; 47 |
5 |
35 |
Черновая |
сталь |
встречное |
правое |
|
24 ; 49 |
2,5 |
60 |
Чистовая
|
сталь |
попутное |
правое |
Таблица 2
Косозубые цилиндрические колеса
|
№варианта |
Модульm, мм |
Число зубьев z |
Угол наклона зуба, град |
Направление наклона |
Материал |
Характер обработки |
Направ. фрез. |
Направ. витков фрезы |
|
2 ; 28 |
6 |
75 |
30 |
левое |
чугун |
чернов. |
попут. |
правое |
|
5 ; 30 |
5 |
64 |
15 |
правое |
сталь |
чистов. |
встр. |
левое |
|
7 ; 33 |
2 |
75 |
20 |
правое |
сталь |
чистов. |
попут. |
правое |
|
10 ; 35 |
2,5 |
32 |
25 |
левое |
чугун |
чистов. |
встр. |
левое |
|
12 ; 38 |
3 |
76 |
40 |
левое |
сталь |
чернов. |
попут. |
правое |
|
15 ; 41 |
5 |
72 |
15 |
левое |
сталь |
чистов. |
встр. |
левое |
|
17 ; 43 |
8 |
40 |
30 |
правое |
чугун |
чернов. |
попут. |
правое |
|
20 ; 46 |
3 |
45 |
30 |
правое |
сталь |
чистов. |
попут. |
правое |
|
22 ; 48 |
5 |
30 |
20 |
левое |
сталь |
чернов. |
попут. |
правое |
|
25 ; 49 |
4 |
90 |
20 |
правое |
сталь |
чернов. |
встр. |
левое |
Таблица 3
Червячные колеса
|
№варианта |
Модуль m, мм |
Число зубьев z |
Материал |
Фреза | |
|
число заходов |
направление захода | ||||
|
3 |
3 |
120 |
бронза |
1 |
левое |
|
8 |
4 |
90 |
чугун |
2 |
правое |
|
13 |
5 |
75 |
бронза |
3 |
левое |
|
18 |
6 |
60 |
чугун |
4 |
правое |
|
23 |
8 |
48 |
бронза |
1 |
левое |
|
26 |
3 |
96 |
бронза |
1 |
правое |
|
31 |
4 |
72 |
бронза |
2 |
левое |
|
36 |
8 |
100 |
бронза |
1 |
левое |
|
39 |
5 |
64 |
чугун |
1 |
правое |
|
44 |
6 |
56 |
чугун |
2 |
правое |
7. ПОРЯДОК настройки станка
7.1. Настройка на фрезерование цилиндрических прямозубых колес с продольной подачей
При фрезеровании прямых зубьев ось червячной фрезы устанавливается под углом к горизонтальной плоскости (торцу заготовки), равным углу подъема витка фрезы (рис.3), и осуществляются три движения: главное, движение обкатки и продольная подача.

Рис. 3. Схема фрезерования прямых зубьев цилиндрических колес
Расчет выполняется в следующем порядке:
1. Составляется уравнение кинематического баланса главного движения, решается относительно передаточного отношения iv сменных колес a и b гитары скоростей и выводится настроечная формула
iv = nф / Cпост ,
где Cпост – постоянное число в уравнении главного движения.
2. Выбирается червячная фреза по табл.1 (приложение).
3. Выбирается величина продольной подачи Sпр по табл.2 (прил.).
4. Принимается скорость резания V по табл.З или 4 (приложение).
5. Определяется частота вращения фрезы по формуле
![]()
где D – диаметр фрезы, мм.
6. Подбираются сменные колеса a и b из набора с числами зубьев 20, 23, 27, 31, 36, 41, 46, 51, 56, 60, 64, 67 при условии, что a/b iv и a+b=87.
7. Определяется фактическое число оборотов фрезы в минуту
nф=Спост(a/b),
при этом должно быть nфnф.
8. Определяется фактическая скорость резания
![]()
9. Составляется уравнение кинематического баланса движения обкатки, решается относительно передаточного отношения сменных колес a1:b1c1:d1 гитары и выводится настроечная формула
![]()
где Спост – постоянное число в уравнении обкатки.
Колеса e и f служат для расширения диапазона регулирования сменных колес a1, b1, c1, d1 и выбираются в зависимости от числа нарезаемых зубьев z:
при z<161 e:f = 54:54;
при z161 е:f = 36:72.
Колесо e устанавливается в положение, показанное пунктиром, при работе левозаходной фрезой.
10. Подбираются сменные колеса гитары обкатки из набора, который состоит из 36 колес с числами зубьев: 24, 25, 25, 30, 35, 37, 40, 41, 43, 45, 47, 48, 50, 53, 55, 58, 59, 60, 61, 62, 65, 67, 70, 71, 73, 75, 79, 80, 83, 85, 89, 90, 92, 95, 98, 100. Предпочтительнее подобрать только пару сменных колес (a1 и d1), но также при точном выполнении условия
a1/d1=iобк.
При подборе передаточных отношений a1:b1 и c1:d1 необходимо выдерживать условие сцепляемости:
a1+b1>c1+20 и c1+d1>b1+20.
11. Составляется уравнение кинематического баланса продольной (вертикальной) подачи, решается относительно передаточного отношения iпр сменных колес a2 и b2 гитары подач и выводится настроечная формула
iпр=Sпр/Спост,
где Спост – постоянное число в уравнении продольной подачи;
Sпр – величина продольной подачи (мм/об), выбранная ранее по табл.2(приложение).
12. Подбираются сменные колеса a2 и b2 из набора:
28 ,32, 43, 48, 48, 53, 64, 68 зубьев при условии, что a2/b2 iпр и a2+b2=96.
13. Определяется фактическая величина продольной подачи
![]()
14. Назначается угол установки оси фрезерного шпинделя к горизонту по табл. 1 (приложение).
5.2. Настройка на фрезерование цилиндрических косозубых колес с продольной подачей
При нарезании косых зубьев ось червячной фрезы устанавливается под углом + к торцовой плоскости изделия, где – угол наклона зуба нарезаемого колеса (рис.4).
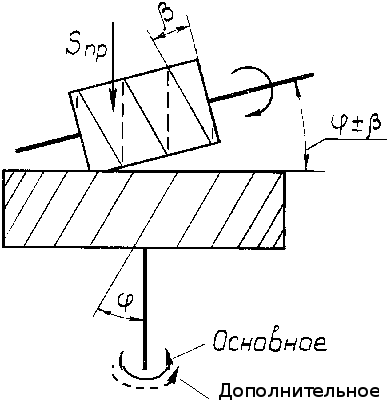
Рис. 4. Схема фрезерования винтовых зубьев цилиндрических колес
Знак “+” будет при разносменных направлениях витков фрезы и нарезаемых зубьев, а знак “” – при одноименных направлениях.
В станке настраиваются следующие четыре движения: главное, движение обкатки, продольная подача и дополнительное вращение заготовки.
Расчет выполняется в следующем порядке.
С пп. 1 – 13 порядок расчета настройки остается таким же, как при нарезании прямозубых колес.
14. Составляется уравнение кинематического баланса дополнительного вращения заготовки, решается относительно передаточного отношения сменных колес a3:b3 c3:d3 гитары дифференциала и выводится настроечная формула
![]()
где Спост–постоянное число в уравнении дополнительного вращения заготовки.
15. Рассчитывается шаг винтовых зубьев нарезаемого колеса по формуле
![]()
где m – нормальный модуль нарезаемого колеса, мм;
–угол наклона зубьев.
16. Подбираются сменные колеса гитары дифференциала из набора гитары обкатки и выдерживается условие сцепляемости:
a3+b3>c3+20 и c3+d3>b3+20.
Допускается подбор только пары сменных колес a3 и d3, но при выполнении условия
a3 / d3 = iдоп
17. Определяется угол установки оси фрезерного шпинделя к горизонту как алгебраическая сумма +.
5.3. Настройка на фрезерование зубьев червячных колес с радиальной подачей
При нарезании зубьев червячных колес с радиальной подачей ось фрезы устанавливают горизонтально, т.е. параллельно торцу заготовки, настраивают три движения: главное, движение обкатки и радиальную подачу (рис.5).

Рис. 5. Схема фрезерования зубьев червячных колес
Расчет настройки выполняется в следующем порядке.
С пп. 1 10 расчет производится по тем же зависимостям и в той же последовательности, как при нарезании прямозубых цилиндрических колес, но выбор диаметра фрезы, радиальной подачи Sрад и скорости резания V производится по табл.5(прил.).
11. Составляется уравнение кинематического баланса радиальной подачи, решается относительно передаточного отношения iрад сменных колес a2, b2, гитары подач и выводится настроечная формула
iрад =СпостSрад ,
где Спост – постоянное число в уравнении радиальной подачи;
Sрад – величина радиальной подачи (мм/об), принятая по табл.5 (приложение).
12. Подбираются сменные колеса a2 и b2 из набора:
28, 32, 43, 48, 48, 53, 64, 68 зубьев
при условии, что a2 / b2 iрад и a2 + b2 == 96.
13. Определяется фактическая величина радиальной подачи
![]()
14. Назначается угол, определяющий положение оси шпинделя фрезы.
ПРИЛОЖЕНИЕ
Таблица 1
Червячные модульные фрезы (для цилиндрических колес)
|
Модуль фрезы m, мм | |||||||
|
2,5 |
3 |
3.5 |
4 |
4,5 |
5 |
6 |
8 |
|
Наружный диаметр фрезы D, .мм | |||||||
|
80 |
90 |
90 |
100 |
100 |
112 |
125 |
140 |
|
Угол подъема витка однозаходной фрезы | |||||||
|
2 |
209' |
233' |
237' |
304' |
258' |
314' |
3 58' |
|
Угол подъема витков двухзаходной фрезы | |||||||
|
4 |
418' |
506' |
515' |
609' |
557' |
629' |
757' |
Примечание. Для окончательной (чистовой) обработки зубьев колес многозаходные фрезы применять не рекомендуется.
Таблица 2
Подачи при нарезании цилиндрических прямозубых колес
червячными модульными фрезами для встречного фрезерования
|
Характер обработки |
Обрабатываемый материал |
Модуль m, мм |
Подача на оборот заготовки Sп , мм/об | ||||
|
фрезы однозаходные |
фрезы двухзаходные | ||||||
|
Черновая обработка |
Сталь |
2,5 |
2,4–2,8 |
1,8–2,0 | |||
|
4 |
2,6–3,0 |
2,0–2,4 | |||||
|
6 |
2,2—2,6 |
1,6–2,0 | |||||
|
8 |
2,0–2,2 |
1,5–1,7 | |||||
|
Чугун серый |
2,5 |
2,6–3,0 |
2,0–2,2 | ||||
|
4 |
2,8–3,2 |
2,0–2,4 | |||||
|
6 |
2,4–3,0 |
1,8–2,2 | |||||
|
8 |
2,2–2,4 |
1,6–1,8 | |||||
|
Чистовая обработка |
по сплошному металлу |
Шероховатость |
|
Сталь |
3 |
1,2–1,8 |
– |
|
|
3 |
0,8–1.0 |
– | ||||
|
|
Чугун серый |
3 |
1,4–1,8 |
– | |||
|
|
3 |
0,8–1,0 |
– | ||||
|
по предварительно прорезанному зубу |
Шероховатость |
|
Сталь и чугун серый |
10 |
2,0–2,5 |
– | |
|
|
10 |
0,7–0,9 |
– | ||||
Примечания:
1. Для косозубых колес с углом наклона зуба значение подачи, приведенное в таблице, необходимо умножить на Cos.
|
Угол |
15 |
20 |
25 |
30 |
40 |
45 |
50 |
60 |
|
Cos |
0,96 |
0,94 |
0,90 |
0.86 |
0,77 |
0,70 |
0,64 |
0,50 |
2. Меньшее значение подач следует применять при нарезании колес с числом зубьев меньше 25.
3. При попутном фрезеровании табличные значения подач следует увеличить на 20–25 % .
Таблица 3