

4. Прокатное производство
Состоит их восьми работающих станов с общей проектной мощностью 1023 тыс. т проката в год, в том числе 5 сортовых станов ( вместе со станом поперечно – винтовой прокатки ) с общей проектной мощностью 866 тыс. т в год и 2 листовых стана с проектной мощностью 157 тыс. т в год.
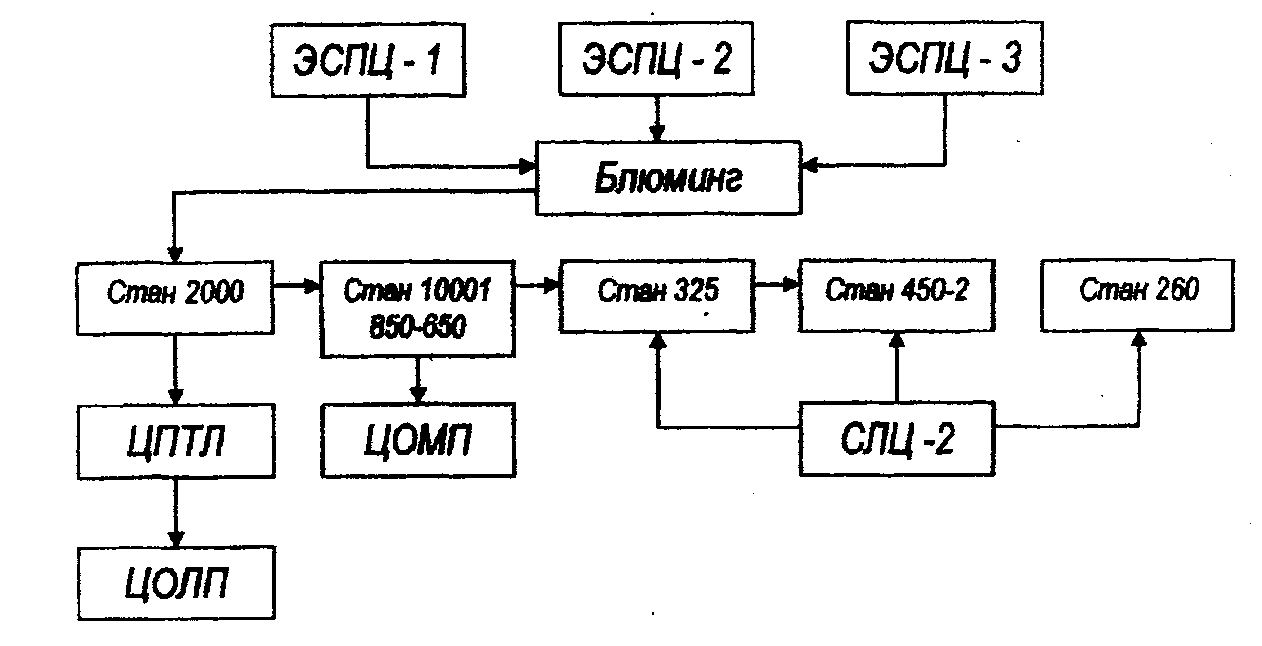
Рисунок 8 – схема прокатного производства на предприятии
4.1. Прокат слитка на блюминге.
Завод «Красный Октябрь» обладает блюмингом с диаметром валка 1150 мм. На блюмингах получают блюмы - заготовки квадратного или прямоугольного сечения, которые подвергаются прокатке на крупносортных станах. На блюмингах также получают слябы. Прокатка слитков на блюминге осуществляется в несколько этапов, число которых определяется сечением слитков. Величина обжатия определяется в каждом этапе положением верхнего валка. После каждого хода валок опускается на величину, соответствующую обжатию раската в данном проходе. Конструкция обеспечивает прокату слитков по оптимальному скоростному режиму с продольным обжатием.
4.2 Расположение оборудования блюминга «1150»
Стан «1150» блюминг – одноклетьевой, двухвалковый, реверсивный. Год пуска – 1898. Неоднократно реконструировался. Стан предназначен для переката слитков массой 4,57 – 6,8 т на готовую продукцию и передельную заготовку.
Продукция стана: готовый прокат блюмсы квадратного сечения от 200 * 200 до 360 * 360 мм; заготовка для КЗС сечением 200 – 370*200 – 400 мм длиной 4800-5600 мм.
Марочный сортамент – все стали электросталеплавильного производства завода.

2-слитковоз;
3- рабочая печь;
4- ножницы;
5- холодильник для блюмов;
6- подъемный стол - укладчик слябов;
7- сталкиватели.
Рисунок 9 – расположение оборудования блюминга «1150»
4.3 Кзс Заготовочный стан «1000/850/630»
Год пуска – 1993. Проектная мощность 560000/210000 т. Тип стана – полунепрерывный из двух двухвалковых реверсивных клетей «1000» и «850» и непрерывной 4-х клетьевой группы «630».
/о
1- печи;
2- стан 1000;
3- стан 850;
4- стан 630;
5- холодильник;
6- пилы;
7- отделочный участок;
8- не отапливаемые колодцы;
9- наждачная зачистка
Рисунок 10 – расположение оборудования крупносортно-заготовочного стана 1000/850/630
4.4 Лпц стан «2000»
Стан состоит из трех рабочих клетей:
- горизонтальный окалинотоматель «дуо» реверсивная клеть, диаметр валков 1120 мм, привод от эл. двигателя 3550 кВт, служит для обжатия широких плоскостей слябов, взрыхления и удаления окалины;
- вертикальная клеть, диаметр валков 970 мм, привод от двух эл. двигателей по 1000 кВт, раствор валков до 1850 мм, служит для обжатия кромок слябов на требуемую ширину;
- клеть «Кварто», диаметр рабочих валков 1120 мм длиной 2100 мм, привод от двух эл. двигателей по 7100 кВт, служит для прокатки подката до окончательной толщины.

-
–участок складирования полосы со стана2000;
-
-пресс;
-
–печь с шагающей балки для нагрева сутунки(заготовки) под прокат;
-
- клеть КВАРТО 1400;
-
– правильная машина в потоке стана;
-
– режущее устройство для порезки раската на мерные длины;
-
– укладка.
Рисунок 11 – расположение оборудования листопрокатного цеха стан «2000»