

4. 5 Сварка заготовок днищ
Заготовки днища сваривают автоматической дуговой сваркой под флюсом. Сварочные материалы те же, что и в предыдущем пункте, расчет аналогичен. Сварка выполняется сварочным трактором ТС-17М, техническая характеристика которого приведена в таблице 18. Схема сварки приведена на рисунке 27.
Сварка производится аналогично сварке продольного стыка обечаек.
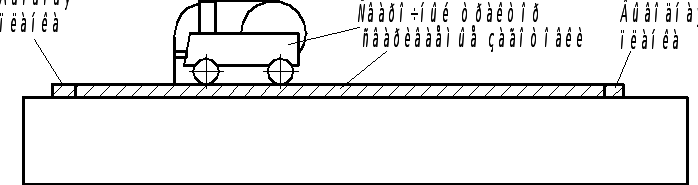
Рисунок 29 – Схема сварки заготовок днищ
4. 6 Приварка эллиптических днищ к корпусу аппарата
Приварка обоих днищ осуществляется аналогично сварке кольцевых стыков корпуса аппарата. Для сварки этого стыка необходимо применить разделку – по ГОСТ 8713-79 типа С18.
4. 7 Приварка штуцеров и люков к корпусу аппарата
Сварку штуцеров выполнить РДС. Режимы сварки для РДС указаны на упаковке электродов. Сварочные материалы для каждого слоя указаны в иллюстративной части курсового проекта. Перед сваркой подготовить кромки по типу У7 по ГОСТ 5264-80 (рисунок - 30).

Рисунок 30 – Конструктивные элементы подготовленных кромок типа У7 по ГОСТ 5264-80
Сварка выполняется в следующей последовательности: предварительная подварка корня шва РДС с наружной стороны (шов А), электродами типа
Э-03Х23Н27М3Д3Г2Б, марки ОЗЛ-17У, диаметром 4 мм на постоянном токе обратной полярности, ГОСТ 9466-75. РДС последующих швов выполняем тем же электродом.
Используется источник питания KemppiProEvolution5200/5200MVU. Его техническая характеристика приведена в таблице 12.
4.8 Сварка опоры и приварка ее к корпусу аппарата
Сварка опоры из ВСт3СП производим РДС, электродом типа Э42А марки УОНИИ 13/45 диаметром 4 мм.
Производим отдельно сварку опорного кольца и ребер опоры между собой.
Сварка продольных стыков обечайки опоры выполняется механизированным способом под слоем флюса – разделка кромок С18, электродной проволокой Св-08А по ГОСТ 2246 под слоем флюса АН-348А по ГОСТ 9087. Сварка выполняется на установке У-177. После сварки швов удалить шлаковую корку молотком и зачистить шов металлической щёткой.
Приварку опорного кольца и обечайки будем выполнять электродами Э42А марки УОНИИ 13/45 диаметром 4 мм.
4.9 Термическая обработка сварных соединений
Термообработка сварных конструкций производится после окончательной сварки и устранения всех дефектов. Ввиду больших габаритных размеров аппарата используется местная термическая обработка сварных швов.
Параметры термообработки приведены в таблице 21.
Таблица 21 – Режимы термической обработки – нормализации сварных швов
|
Скорость нагрева, °С/ч, не более |
Температура нагрева, °С |
Время выдержки, мин |
Охлаждение |
|
120 |
910 – 980 |
1,5 |
На воздухе |
Для ТО необходимо применить установку РТ 75-6, предназначенную для полной автоматизации процесса термообработки.
Таблица 22 – Технические характеристики установки РТ 75-6
|
Модель |
РТ75-6 |
|
Корпус |
- Жёсткий рамный корпус с порошковой покраской и дополнительным лаковым покрытием - Съёмные панели по всем сторонам корпуса обеспечивают удобный доступ - Силовые гнёзда на задней панели - Для передвижения вручную специальные колёса - Усиленное основание для транспортировки погрузчиком - На верхней панели 4 рым болта для передвижения краном |
|
Трансформатор |
-Естественное воздушное охлаждение -Классизоляции – H - Напряжение на первичной обмотке – 50Гц, 3отвода360, 380, 400В |
|
Мощность при 100% нагрузке, кВт |
75 |
|
Рабочее напряжение (вторичная обмотка) |
0 - 30 - 60 В |
|
Номинальная мощность на канале |
10,8 кВт 4 нагревателя |
|
Количество каналов |
6 |
|
Потребляемый первичный ток при 100% нагрузке, А |
110 |
|
Контактное напряжение относительно земли |
Максимум 30В с быстродействующим размыканием через встроенное устройство защитного отключения 300 мА |
|
Термопарные входы |
12 термопарных панельных разъёмов тип К (ХА) |
|
Безопасность
|
- Контроль рабочей температуры трансформатора с принудительным отключением при перегрузке или коротком замыкании - Аварийный выключатель грибкового типа - Контактное напряжение относительно земли 30В - Индивидуальная защита каждого канала через предохранитель - Устройство защитного отключения 300мА (по заказу) - Блок стабилизации управляющего напряжения (по заказу) |
|
Регистратор температуры |
12-ти канальный, электронный. Запись на диаграммную бумагу 180 мм (по заказу - безбумажный регистратор) (по заказу в установки 100 и 150 кВА ставятся 2 регистратора) |
|
Тип используемого программатора |
TC-60 с специальным программным обеспечением в случае раздельного управления по каждому каналу |
|
Визуальный контроль работы каналов |
-Неоновый индикатор - Амперметр 200А |
|
Ручное управление |
Регуляторы мощности на каждом канале |
|
Размеры ДхШхВ, мм |
1250 x 660 x 1450 |
|
Вес, кг |
580 |