

Анализ технологичности конструкции муфты шарнирной.
Анализ технологичности конструкции изделия выполняется по качественным или количественным показателям, качественная оценка основана на инженерно-визуальных методах и проводится по отдельным конструктивным и технологическим признакам для достижения высокого уровня технологичности изделия. Данный анализ основан на качественной оценке.
Судя по габаритным размерам (523×110мм) и массе муфты шарнирной (30,0 кг) данный узел желательно транспортировать, применяя дополнительные средства транспортировки. Высокая степень отработки чертежей деталей механизма обеспечивает собираемость изделия.
Муфта шарнирная имеет четко выраженную базовую деталь – корпус, на который монтируются все остальные сборочные узлы.
Требуемая точность зазора размерной цепи при сборке муфты шарнирной достигается методом полной взаимозаменяемости.
Необходимость в механической обработке при сборке муфты шарнирной отсутствует, так как все детали поступающие на сборку механически обработаны.
Оценивая труднодоступные, неудобные места для сборки, можно лишь сказать о внутренних частях, где производится установка роликов.
При монтаже данной сборочной единицы необходимо учесть следующие технические требования перед установкой муфты:
- освободить ее от упаковки и транспортных заглушек;
- удалить с наружных поверхностей смазку;
- закачать, смазку, указанную в технических требованиях.
Таким образом, проведя анализ технологичности конструкции муфты шарнирной, можно сделать вывод о том, что она является хоть и сложным, но рациональным, соответствующим требованиям изготовления, эксплуатации и ремонта наиболее производительными и экономичными способами при заданных условиях производства.
3.3. Разработка схемы сборки. Выбор вида и формы организации сборки муфты шарнирной. Сборочное оборудование по операциям.
Готовое изделие муфты шарнирной изготавливается в условиях серийного производства с программой выпуска 700 штук в год. Необходимо выбрать организационную форму (неподвижная или подвижная) и вид сборки (поточная или непоточная), так как от этого зависит решение последующих задач. Все детали узла и установки по ходу технологического процесса поступают на сборочный участок и там непосредственно собираются в узлы, а узлы в готовое изделие. Т.о. принята неподвижная форма. Соответственно, вид сборки: непоточная.
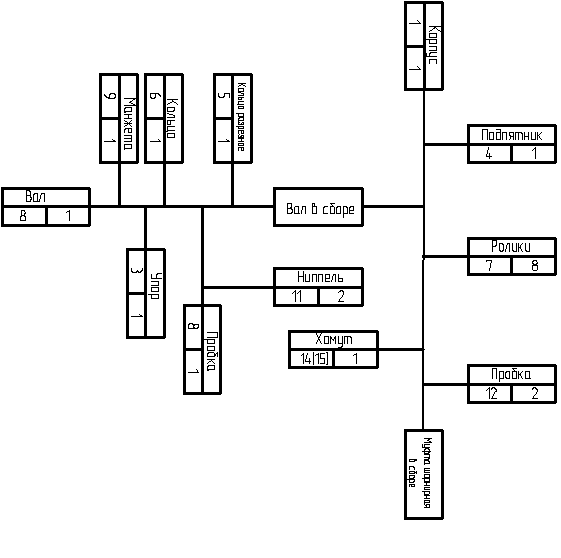
Рисунок 3.1 Схема сборки муфты шарнирной.
Таблица2 – Технологический маршрут узловой сборки.
|
№ операции |
Содержание операции |
№ перехода |
Содержание перехода |
Технические требования |
|
1. |
Сборка узла вала |
1. 2. 3.
4.
5. |
Надеть манжету на вал. Надеть пробку в сборе на вал. Надеть неразъемное кольцо на вал, после чего надеть на него манжету. Установить разъемное кольцо неразъемное. Запрессовать в специальное отверстие упор. |
Выемки для роликов покрыть установленным в технических требованиях маслом. |
Таблица 3 – Технологический маршрут общей сборки муфты шарнирной.
|
№ операции |
Содержание операции |
Технические требования |
|
1. |
Установить корпус муфты на верстак сборщика в приспособлении и закрепить. |
|
|
2. |
Запрессовать подпятник |
|
|
3. |
Установить ролики в специальные выемки в корпусе |
Смазать установленной смазкой для их удержания. |
|
4. |
Опустить вал в сборе в корпус, учитывая положение роликов и пазов на валу. |
|
|
5. |
Закрутить пробку с ниппелем на корпус |
Пробку установить на герметик |
|
6. |
Закрутить пробку в отверстия для закачки смазки |
Пробку установить на герметик |
Выбор методов и средств технического контроля качества муфты шарнирной.
При разработке технологического процесса сборки должны быть предусмотрены как операции контроля, так и элементы контроля, входящие в операции сборки, а также вспомогательные операции очистки и промывки деталей, предшествующие операции контроля.
В данном технологическом процессе используют измерительные приборы прямого действия штангенциркули, калибры- пробки, а для контроля глубины отверстий- штангенглубиномеры ШТ-250 ГОСТ 162-80.
Для контроля длины заготовки используется линейка с базовой длиной 500мм ГОСТ 427 – 75.
Для контроля размеров готового изделия, а так же для контроля процессе выполнения технологических операций используются штангенциркули с базовой длиной 125 250 мм по ГОСТ 166-89
Для контроля наружных диаметральных размеров используется калибр-скобка листовая, круглая односторонняя ГОСТ 9038-90 соответствующих типоразмеров от 1до 180мм. У двухсторонних скоб проходная и непроходная части расположены на противоположных сторонах скобы, а у односторонних скоб на одной стороне и разделяются канавкой. Длину непроходной части делают короче, чем у проходной.
Таким образом, предусматривая представленные средства технического контроля в технологическом процессе изготовления, будет достигнута максимально возможная точность исполнения.