

1.7 Выбор оборудования, приспособлений, режущего инструмента и измерительных средств
Выбор технологического оборудования производим исходя из размеров детали, режимов резания, точности обработки и мощности приводов. Применение специальных станков при производстве данной детали невыгодно, поэтому применяем стандартные станки.
На токарно-винторезной операции применяем стандартный станок 1К62, т.к. данные модели станков отвечает основным требованиям: габаритные размеры детали и режимы резания, число оборотов.
На фрезерной операции применяем вертикально-фрезерный станок мод.6С12. Этот станок позволяет полностью разместить на нем деталь для обработки, а режимы резания указанные в технологическом процессе входят в промежутки режимов работы станка.
Для сверлильных операций применяем вертикально-сверлильный станок 2Н135.
При механической обработки детали применяем стандартный режущий инструмент. При сверлении чугуна СЧ18 выбираем твердый сплав ВК3. Оптимальные геометрические параметры сверла при обработке данного материала: 2=120, =50-55, =24-32.
Для обработки применяем сверло спиральное 14мм с цилиндрическим хвостовиком (ГОСТ 22735-77) и сверло спиральное 10мм с коническим хвостовиком (ГОСТ 22376-77), геометрические параметры режущей части которого: 2=120, =50, =12,
Для фрезерования поверхности применяем торцевую фрезу из твёрдого сплава ВК3 315мм 2214-0482 ГОСТ 26595-85 геометрические параметры которой равны: =12; 1=8; =5; =75; =15; =15. Твёрдый сплав ВК3 выбран по рекомендациям, т.к. инструмент изготовленные из данного материала позволяет приводить как чистовую, так и черновую обработку в условиях прерывистого резания.
Для контроля применяем стандартные измерительные средства: при контроле отверстий, при контроле линейных размеров штангенциркули с пределом измерений 200 мм и ценой деления 0,05 мм.
1.8 Проектирование технологического процесса сборки
Процесс сборки является заключительным этапом изготовления изделия, когда его собирают из отдельных частей и сборочных единиц. Качество сборки во многом определяет основные эксплуатационные качества изделия. . Для узла «Корпус насоса» на основе сборочного чертежа, разработана технологическая схема сборки представленная на рисунке 6, а также операционный эскиз сборки представленный на рисунке 5. Организационные формы сборки: непоточная, групповая и поточная. Непоточная делится на стационарную и подвижную сборку. Непоточная стационарная сборка характеризующая выполнением всего процесса сборки и сборки сборочных единиц на одной сборочной позиции, применяется в единичном и мелкосерийном производстве тяжелого и энергетического машиностроения. Непоточная подвижная сборка характеризуется последовательным перемещением собираемого изделия от одной сборочной позиции к другой. Поточная сборка эффективна при значительном объеме выпуска изделий. Характеризуется тем, что отдельные операции выполняются через определенный промежуток времени – такт, или через время, кратное такту. Главное условие поточной сборки – взаимозаменяемость деталей и узлов, входящих в изделие или сборочную единицу. Поточная подвижная сборка широко применяется при значительных объемах собираемых изделий. Работы выполняются с требуемым тактом, причем время сборки совмещено со временем транспортирования объектов с операции на операцию.
Эскиз сборки операционный представлен на рисунке 5.
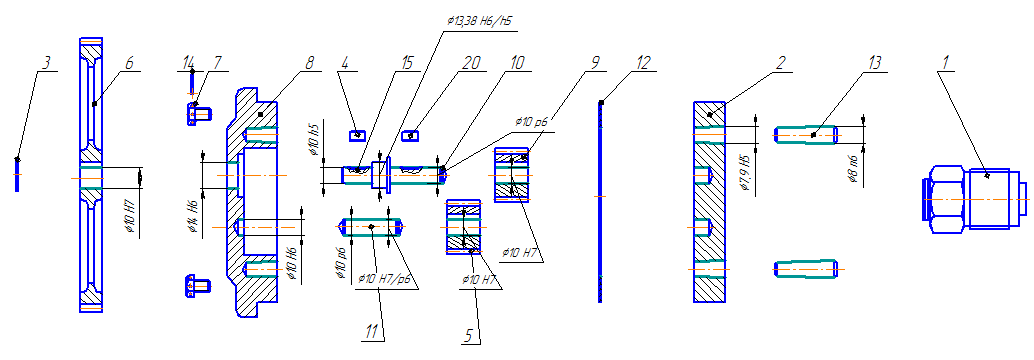 Рисунок
5- Эскиз сборки узла
Рисунок
5- Эскиз сборки узла
На
основе технологической схемы сборки
представленной на рисунке 6, разработан
технологический процесс сборки, который
сведен в таблицу 12
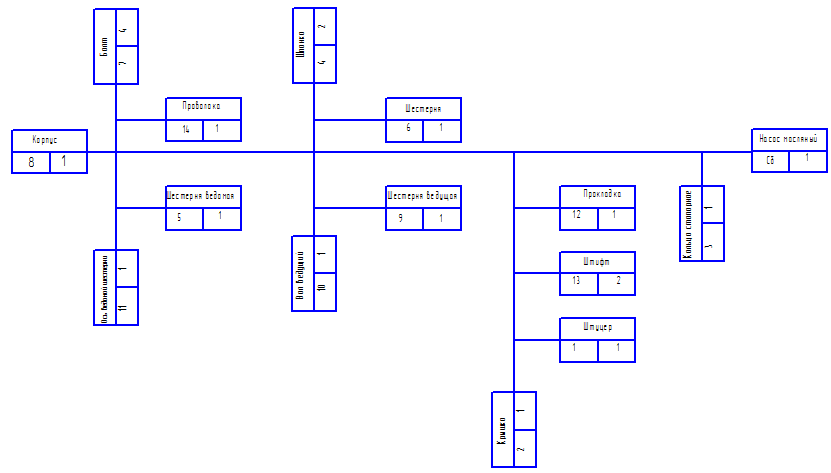
Рисунок 6 – Технологическая схема сборки
Таблица 12 – Технологический процесс сборки
|
Номер перехода |
Содержание сборочного перехода |
Топ, мин |
Тшт, мин |
|
1 |
Установить ось 10 в корпус 8 |
1,0 |
11,6 |
|
2 |
Установить ось 11 в корпус 8 |
1,0 | |
|
3 |
Установить шпонку 20 на ось 10 |
0,25 | |
|
4 |
Установить шестерню 9 на ось 10 |
1,2 | |
|
5 |
Установить шестерню 5 на ось 11 |
1,2 | |
|
6 |
Установить прокладку 12 на корпус 8 |
0,4 | |
|
7 |
Установить крышку 2 на корпус 8 |
0,15 | |
|
8 |
Запресовать штифты 13 в корпус 8 |
2,1 | |
|
9 |
Установить штуцер 1 в крышку 2 |
0,4 | |
|
10 |
Вкрутить 4 болта в корпус 8 |
2,1 | |
|
11 |
Уствновить проволоку 14 в болты 7 |
0,4 | |
|
12 |
Установить шпнку 4 на ось 10 |
0,25 | |
|
13 |
Установить шестерню 6 на ось 10 |
1,2 | |
|
14 |
Установить стопорное кольцо 3 на ось 10 |
0,25 |