

1.4 Разработка технологических схем базирования
Принятые решения по выбору баз обработки разрабатываемого технологического процесса приведены в таблице 9.
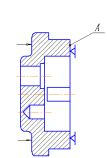
Таблица 9 – Технологические схемы базирования
|
№ |
Наименование операции |
Схема установки |
Базирование |
|
005 |
Токарно-винторезная |
|
А-двойная направляющая явная
|

|
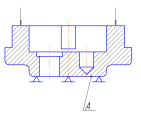
Продолжение таблицы 9 | |||
|
№ |
Наименование операции |
Схема установки |
Базирование |
|
010 |
Токарно-винторезная |
|
А-технологическая установочная явная база |
|
015 |
Радиально-сверлильная |
|
А- технологическая установочная явная база;
|
|
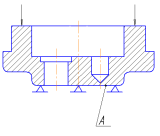
025 |
Вертикально-фрезерная |
|
А- технологическая установочная явная база;
|
|
Окончание таблицы 9 | |||
|
№ |
Наименование операции |
Схема установки |
Базирование |
|
030 |
Вертикально-фрезерная |
|
А- технологическая установочная явная база;
|

От правильного решения вопроса о технологических базах в значительной степени зависят точность взаимного расположения обрабатываемых поверхностей; точность размеров, которые должны быть получены при выполнении запроектированной технологической операции; степень сложности и конструкция приспособлений.
Равномерность припусков на обрабатываемых поверхностях позволяет более полно использовать возможности режущего инструмента, повышать производительность и точность обработки. Поэтому чтобы обеспечить наименьший и равномерный припуск на обрабатываемой поверхности, базирование по этой поверхности применяется не только на первой операции.
1.5 Расчёт припусков на обработку заготовки
Подробный расчет межоперационных и общих припусков производится на две самые точные поверхности – это внутренняя и наружная цилиндрические.
Припуск на диаметр при обработке по образующей наружных и внутренних поверхностей вращения [2] рассчитывается по формуле
 (6)
(6)
где Rza – высота микронеровностей профиля на предшествующем переходе, мкм;
Тa – глубина дефектного поверхностного слоя на предшествующем переходе, мкм;
ρа – суммарное значение пространственных отклонений в направлении, нормальном к обрабатываемой поверхности, полученные на предшествующем переходе, мкм;
εb - погрешность базирования, полученная на выполняемом технологическом переходе, мкм.
a) Первый переход:
Выбираем по таблицам Rza=60 (мкм), Тa=50 (мкм), εb=15(мкм).
Подставляем найденные значения в формулу (6)
2Zbmin= (мкм).
(мкм).
б) Второй переход: Rza=20 (мкм), Тa=30 (мкм), εb=12(мкм).
2Zbmin=
 (мкм).
(мкм).
в) Третий переход:
Rza=12 (мкм), Тa=20 (мкм), εb=0(мкм).
2Zbmin=
 (мкм).
(мкм).
Результаты расчета сведены в таблицу 10.
Таблица 10 – Расчет промежуточных размеров заготовки при обработке наружной поверхности
|
Обрабатываемый элемент-наружная поверхность |
Размеры: Æ78d9 мм; L=15 мм | ||||||||||||||
|
№/№ операции |
Технологические переходы
|
Допуск, мкм |
2Zmin на диаметр, мкм |
Наименьший предельный размер, мм |
Наибольший предельный размер, мм |
Промежуточный размер заготовки , мм |
2Zmax на диаметр., мкм | ||||||||
|
По нормативам |
принятый |
Расчетный /по нормативам/ |
принятый |
Расчетный |
принятый |
|
|
| |||||||
|
|
Заготовка-отливка |
1200 |
1200 |
|
|
|
|
79,6 |
790,6 |
| |||||
|
|
Черновое обтачивание |
860 |
860 |
260 |
260 |
|
|
79 |
79-0,860 |
600 | |||||
|
|
Получистовое обтачивание |
460 |
510 |
124 |
250 |
|
|
78.4 |
77.9+0,5 |
600 | |||||
|
|
Чистовое обтачивание |
74 |
74 |
64 |
65 |
|
77.9 |
77.9 |
|
500 | |||||

 78.4
78.4 78.4
78.4
 78.014
78.014 78.14
78.14
 77.89
77.89 77.89
77.89
Расчет припусков для внутренней цилиндрической поверхности диаметром 14 мм.
Первый переход [2]
Выбираем по таблицам Rza=40(мкм), Тa=25(мкм), εb=10(мкм).
Подставляем найденные значения в формулу (6)
2Zbmin=2(40+25+ )=150(мкм).
)=150(мкм).
б) Второй переход:
Rza=20(мкм), Тa=11,5 (мкм), εb=0(мкм);
2Zbmin=2(20+15+ )=70(мкм).
)=70(мкм).
Результаты расчета сведены в таблицу 11.